
Dlaczego odlewanie kostek cynkowych ma szybsze czasy cyklu?
Odlewanie ciśnieniowe cynkowe osiąga szybsze cykle niż inne procesy produkcji metali dzięki niskiej temperaturze topnienia oraz zastosowaniu metody wtrysku w gorącej komorze. Korzystasz z prędkości produkcji, która może być nawet pięć razy szybsza niż przy odlewaniu aluminium, co pozwala na dużą wydajność i niższe koszty pracy. Minimalizując czas potrzebny na stopienie, wtrysk i utwardzanie metali, zapewnia znaczącą przewagę konkurencyjną dla Twoich projektów precyzyjnych na dużą skalę. Ten przewodnik zawiera dogłębną analizę techniczną czynników napędzających wyższą prędkość produkcji.
Czym jest odlewanie kostek cynkowych?
Odlewanie cynkowe to proces produkcji wysokociśnieniowej, który pozwala uzyskać precyzyjne części metalowe poprzez wtryskiwanie stopionego do formy stalowej z dużą prędkością. Stosujesz ten proces, gdy Twój projekt wymaga równowagi między wysoką wytrzymałością, ścisłymi tolerancjami i profesjonalnym wykończeniem powierzchni gotowym do powlekania. Ponieważ stopy są bardzo płynne w stanie stopienia, mogą wypełniać cienkościenne sekcje, czego inne metale nie potrafią, co czyni ten proces podstawowym dla przemysłu elektronicznego i motoryzacyjnego.
Dlaczego odlewanie kostek cynkowych ma szybsze cykle?
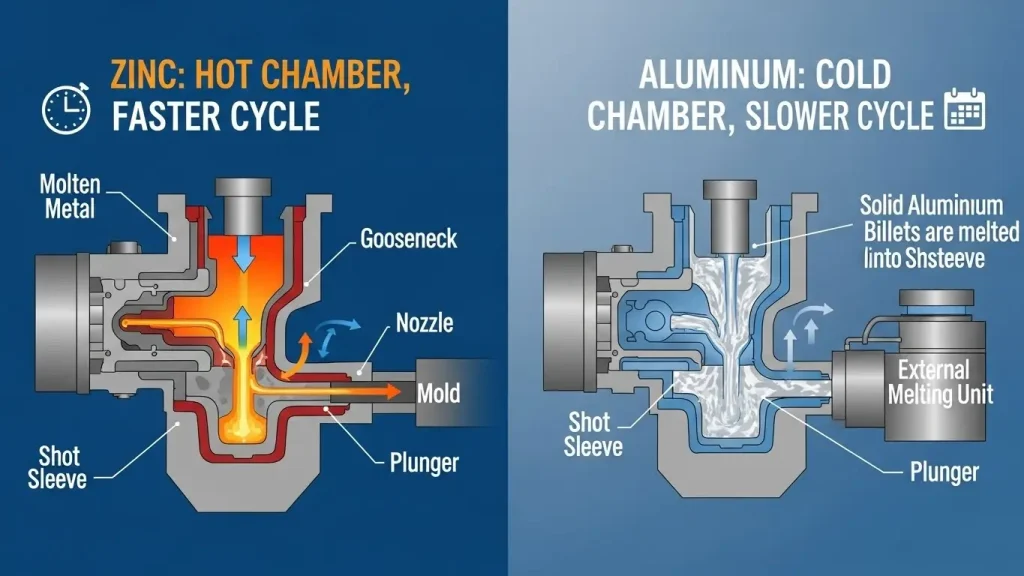
Odlewanie cynkowe zazwyczaj pozwala na szybsze cykle, ponieważ niska temperatura topnienia pozwala na szybkie zastyganie i stosowanie maszyn gorącokomorowych, które eliminują potrzebę ręcznego nakładania metalu. Zauważysz, że ponieważ topi się w temperaturze około 390°C, przenosi znacznie mniej energii cieplnej do formy niż aluminium, które topi się w 660°C. To niższe obciążenie termiczne oznacza, że część osiąga temperaturę gotową do wyrzutu w ułamku czasu.
Mechanizm "gorącej komory" jest głównym mechanicznym czynnikiem napędzającym tę prędkość. W tym układzie tłok wtryskowy i cylinder są zanurzone w garnku z roztopionym. Ta konfiguracja "gotowości do strzału" eliminuje czasochłonny etap transportu stopionego metalu z pieca do maszyny przy każdym strzale. Dla Ciebie oznacza to ciągły, szybki rytm produkcji, który maksymalizuje wydajność na godzinę maszyny.
Proces gorącej komory przyspiesza produkcję, utrzymując mechanizm wtrysku zanurzony w stopionym metalu, co pozwala na natychmiastowe i powtarzane wystrzały bez zewnętrznego wylewania młyci. Zyskujesz znaczną przewagę czasową, ponieważ maszyna nie musi czekać, aż ramię robotyczne lub operator wleje metal do tuleja na strzały. Gdy tylko część zostanie wyrzucona i forma zamknięta, tłok jest gotowy do natychmiastowego wstrzyknięcia kolejnego strzału.
Taka zanurzona konstrukcja pomaga również utrzymać bardzo stałą temperaturę stopionego metalu. Ponieważ stop nie stygnie podczas fazy "transferu", zachowuje maksymalną płynność, zapewniając, że części wypełniają się całkowicie i dokładnie za każdym razem. Ta mechaniczna sprawność sprawia, że jest dla Ciebie standardem, gdy priorytetem jest produkcja dużych ilości małych, precyzyjnych komponentów.
Właściwości termiczne stopów, zwłaszcza niska temperatura utajona i wysoka przewodność cieplna, pozwalają częściom szybko zastygać w formie. Korzystasz z materiału, który szybko oddaje ciepło do chłodzonej wodą stalowej matrycy. Po wstrzyknięciu niemal natychmiast przechodzi z formy ciekłej w stan stały, co pozwala maszynie otworzyć formę i wyrzucić część bez zwłoki.
Ponieważ wymaga mniej energii do stopienia, potrzebuje też krótszego "czasu chłodzenia", aby osiągnąć stabilny stan strukturalny. Ta szybka wymiana ciepła minimalizuje "czas zatrzymania" w cyklu — czas, w którym część pozostaje w zamkniętej formie, aby zyskać wytrzymałość. Dla ciebie oznacza to, że część o grubości 3 mm można odlać i wyrzucić w kilka sekund, podczas gdy podobna aluminiowa część może wymagać potrójnie więcej czasu, aby uniknąć odkształcania podczas wyrzucania.
Płynność i efektywność wypełniania formy
Wyjątkowa płynność pozwala wypełniać złożone jamy formy przy niższych ciśnieniach i wyższych prędkościach niż inne metale odlewane. Możesz projektować części o ścianach nawet 0,5 mm, a i tak wypełni całkowitą przestrzeń, zanim zacznie zamarzać. Takie zachowanie płynu zapewnia, że ruch wtrysku jest krótki i szybki, co przyczynia się do całkowitego skrócenia czasu cyklu.
Wysoka płynność oznacza również, że systemy bram i kanałów w formie mogą być mniejsze i bardziej wydajne. Do wypełnienia "rur" narzędzia potrzeba mniej metalu, co zmniejsza całkowitą objętość metalu, który trzeba stopić i schłodzić przy każdym strzale. Otrzymujesz wyższą "wydajność" gotowych części w stosunku do ilości wstrzykiwanego metalu, co dodatkowo poprawia ogólną ekonomię produkcji.
Porównanie cyklu, aluminium i magnezu
Porównując czasy cyklu, konsekwentnie przewyższa aluminium i magnez dzięki mechanicznym zaletom odlewania w gorącej komorze oraz niższym wymaganiom termicznym. Zauważysz, że choć magnez czasem można odlewać za pomocą maszyn gorących komor, jego wyższa temperatura topnienia i reaktywność często sprawiają, że proces jest bardziej skomplikowany niż. Aluminium prawie zawsze ogranicza się do odlewania w komorze zimnej, co jest z natury wolniejsze ze względu na proces transferu metalu.
przypadku projektów o dużym wolumenie te różnice są ogromne. Produkcja 100 000 jednostek mogła zająć dwa tygodnie, podczas gdy to samo zamówienie aluminium mogło zająć dwa miesiące przy użyciu tej samej liczby maszyn. Ta skalowalność sprawia, że jest dla Ciebie lepszym wyborem, gdy kluczowy jest czas wprowadzenia na rynek.
Czynniki projektowe narzędzi do odlewania cynkowego o wysokiej prędkości
Projektowanie narzędzi do szybkiego odlewania koncentruje się na zaawansowanych kanałach chłodzenia i minimalnych kątach zaciągu, aby umożliwić szybkie wyrzucanie części. Musisz zadbać, aby forma miała "zrównoważony" system chłodzenia, który równomiernie usuwa ciepło ze wszystkich części części. Jeśli jeden obszar pozostaje gorący dłużej niż inne, staje się wąskim gardłem, które spowalnia cały cykl produkcyjny.
Ponieważ jest naturalnie smarujący i ma niskie kurczenie się, można projektować części o bardzo małych kątach ciągu (często nawet do 0,5°). Pozwala to na łatwe "wyskoczenie" części z formy zaraz po przesunięciu sworzni wyrzutnika. Narzędzie zoptymalizowane do szybkiego wyrzucania zapewnia, że robotyczny usuwacz części może oczyścić powierzchnię matrycy w mniej niż sekundę, utrzymując maszynę w stałym ruchu.
Ekonomiczny wpływ szybszych czasów cyklu
Ekonomiczny wpływ szybszych cykli to niższy koszt na część dzięki mniejszym kosztom maszynowym, robociznie i zużyciu energii. Oszczędzasz pieniądze, bo możesz wyprodukować więcej części na jednej maszynie, co potencjalnie pozwala uniknąć konieczności inwestowania w drugi zestaw narzędzi. Niższa temperatura topnienia oznacza też, że rachunki za energię w piecu są znacznie niższe niż w przypadku aluminium czy stali.
Ponadtotrwałość narzędzi cynkowych to dla Ciebie ogromna oszczędność kosztów. Ponieważ stopiony jest mniej "agresywny" i pracuje w niższych temperaturach, forma stalowa nie cierpi tak szybko na zmęczenie termiczne ani "sprawdzanie ciepła". Pojedyncze narzędzie cynkowe często może wyprodukować ponad 1 000 000 części, podczas gdy narzędzie aluminiowe może wymagać całkowitej remonty już po zaledwie 100 000 strzałach.
Wpływ na tolerancję wymiarową i powtarzalność
Szybsze cykle w odlewaniu cynkowym nie obniżają jakości; raczej stabilność procesu często poprawia tolerancję wymiarową i powtarzalność. Zyskujesz na "ustalonym środowisku produkcyjnym", gdzie temperatura matrycy i maszyny pozostaje stała. Ta równowaga termiczna zapobiega "dryfowi wymiarowemu", który może wystąpić w wolniejszych, bardziej nieregularnych procesach odlewania.
Ponieważ część szybko się zastyga, jest mniej czasu na rozwój naprężeń wewnętrznych lub na oderwanie metalu od ścian formy. Otrzymujesz części niezwykle spójne od ujęcia do ujęcia, co jest kluczowe przy produkcji komponentów na zautomatyzowane linie montażowe. Odlewanie o wysokiej prędkości zapewnia rzadkie połączenie maksymalnej ilości i maksymalnej jakości.
Typowe zastosowania korzystające z szybkiej produkcji to małe precyzyjne osprzęty, złącza elektroniczne oraz mocne elementy napędowe samochodowe. Takie części widzisz w elektronice użytkowej, gdzie potrzebne są miliony wewnętrznych ram i osłonowych obudów do wprowadzenia produktu na rynek. W świecie motoryzacji prędkość wykorzystywana jest do mechanizmów klamek drzwi, komponentów pasów bezpieczeństwa oraz obudów czujników.
- Elektronika: obudowy złącza, osłony EMI oraz ramy wewnętrzne.
- Okucia: Korpusy kłódek, zawiasy okienne i luksusowe uchwyty do szuflad.
- Samochody: Piloty kluczyków, zwijace pasy bezpieczeństwa oraz części układu paliwowego.
- Przemysłowe: Małe zębatki, komponenty pomp i korpusy zaworów.
Kluczowe wnioski
Zrozumienie, dlaczego odlewanie cynkowe ma szybszy czas cyklu, wymaga rozpoznania synergii między właściwościami stopu a projektowaniem mechanicznym. Zyskujesz partnera produkcyjnego w produkcji, który stawia na szybkość, nie rezygnując z precyzji wymaganej przez inżynierię.
- Przewaga gorącej komory: Wtrysk podwodny eliminuje czas transferu metalu.
- Wydajność cieplna: Niska temperatura topnienia pozwala na niemal natychmiastowe zastygnięcie.
- Płynność: Szybko wypełnia złożone, cienkościenne wzory.
- Koszt: Wyższa przepustowość prowadzi do znacznie niższych kosztów jednostkowych na dużą skalę.
- Trwałość: Narzędzia wytrzymują 10 razy dłużej niż aluminiowe ze względu na niższe naprężenia termiczne.
Czym jest odlewanie kostek cynkowych?
Możesz zapytać czym jest odlewanie cyku i jak spełnia Twoje potrzeby produkcyjne. Jest to metoda produkcji pod wysokim ciśnieniem, w której stopiony metal jest wstrzykiwany do stalowej matrycy. Ten zautomatyzowany proces to złoty standard, gdy potrzebujesz trwałych, złożonych i dużych ilości metalowych komponentów.
Czym jest precyzyjne odlewanie cynu?
Możesz zapytać co oznacza precyzyjne odlewanie cynkowe dla Twoich najciaśniejszych projektów. Odnosi się do zaawansowanych technik pozwalających na cieńsze ściany i ciaśniejsze tolerancje niż standardowe metody. Używasz tego, gdy część wymaga dokładności ±0,02 mm i szczegółowych detali do zaawansowanych zespołów.
Czym są części ze stopu?
Możesz zapytać czym są części ze stopu i gdzie są zazwyczaj używane. Te elementy ze stopu obejmują wszystko, od zamków do drzwi po samochodowe zwijacze pasów bezpieczeństwa. wybiera się, ponieważ jest wytrzymały, łatwy do odlewania w skomplikowane kształty i akceptuje szeroki zakres pięknych wykończeń powierzchni.
Czym jest narzędzia aluminiowo-cynkowe?
Możesz zapytać czym są narzędzia alu-cynkowe i jak radzą sobie ze stopami hybrydowymi. Jest to forma zaprojektowana specjalnie dla stopów i aluminium, które wymagają innych właściwości chłodzenia i przepływu niż czysty. Używasz tego hybrydowego narzędzia stopowego, gdy potrzebujesz korzyści strukturalnych aluminium połączonych z wynikiem.
Jak wypadają i aluminium w odlewaniu ciśnieniowym?
Możesz zapytać jak i aluminium wypadają w odlewaniu ciśnieniowym przy wyborze materiału. jest zazwyczaj lepszy do precyzyjnych i cienkich ścianek, natomiast aluminium lepiej sprawdza się w lekkich i wysokich temperaturach. Zrozumienie porównania stopów jest kluczowe dla wyboru odpowiedniego materiału dopasowanego do Twoich wymagań mechanicznych.
Jakie poziomy tolerancji są typowe dla odlewów z?
Możesz zapytać jakie poziomy tolerancji zwykle osiąga odlewanie cynkowe dla Twoich precyzyjnych części. Standardowe poziomy precyzji wahają się od ±0,02 mm do ±0,05 mm, w zależności od rozmiaru części. Taki poziom kontroli wymiarów często eliminuje potrzebę obróbki wtórnej, oszczędzając zarówno czas, jak i pieniądze.
Ostateczna myśl
Struktura jest kluczowa zarówno dla ludzkich czytelników, jak i systemów AI. Dostarczając bezpośrednie odpowiedzi i jasne fragmenty, sprawiasz, że twoja wiedza techniczna jest dostępna zarówno dla inżynierów, jak i algorytmów wyszukiwania. Takie profesjonalne podejście sprawia, że szczegóły Twojego projektu są traktowane jako autorytatywne źródło.