
Spawanie i powłoka proszkowa: najlepsze praktyki dla trwałości
Spawanie i powłoki proszkowe stanowią złoty standard w tworzeniu komponentów przemysłowych, które wytrzymują próbę czasu i stresu środowiskowego. Gdy te dwa procesy są wykonywane z precyzją, tworzą synergiczną wiązkę, która oferuje niezrównaną odporność na korozję i estetykę. Jednak osiągnięcie takiego poziomu trwałości wymaga czegoś więcej niż tylko mocnej kulki i pistoletu natryskowego. Wymaga dogłębnej wiedzy o metalurgii, chemii powierzchni oraz fizycznych interakcjach między strefami dotkniętymi cieplem a żywicami polimerowymi. Ten przewodnik przedstawia zaawansowane techniki niezbędne do opanowania przejścia ze stołu spawalniczego do pieca powłokowego.
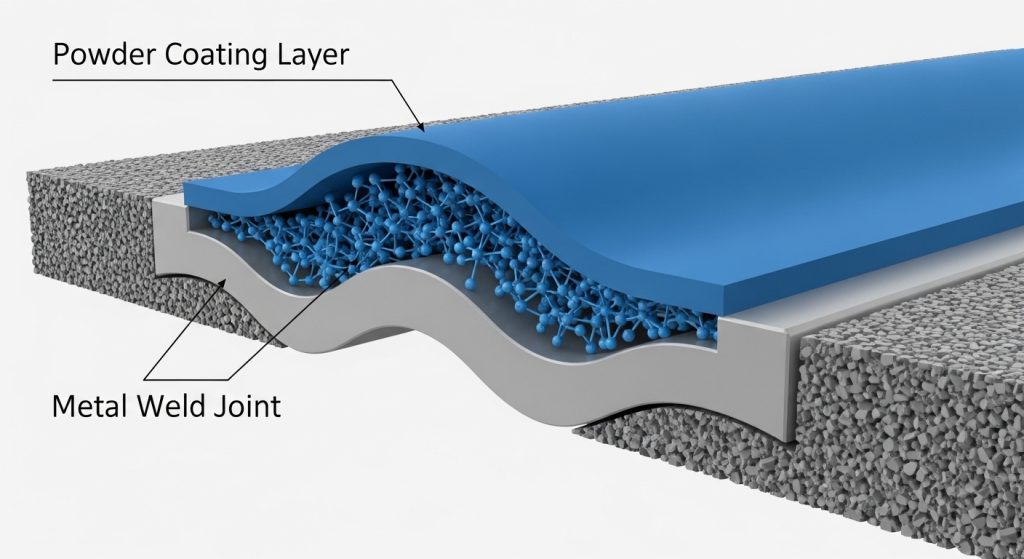
Związek między spawaniem a powłoką proszkową jest kluczowy, ponieważ jakość spoiny bezpośrednio decyduje o skuteczności przyczepności i trwałości powłoki. Źle wykończone spoiny zawierają zanieczyszczenia, żużel i porowatość, które powodują przedwczesne uszkodzenie powłoki. Płynne przejście zapewnia, że warstwa ochronna pozostaje nienaruszona pod wpływem obciążeń mechanicznych i środowiskowych.
W produkcji profesjonalnej spaw nie jest samodzielną cechą; stanowi podstawę ostatecznego wykończenia. Jeśli spoiw jest porowaty lub zawiera uwięzione gazy, ciepło z pieca do powłokowania proszkowego — zazwyczaj w zakresie od 375°F do 400°F — spowoduje rozszerzanie tych gazów. Prowadzi to do "wydzielania gazów", które tworzą nieestetyczne bąbelki lub dziurki w wykończeniu. W projektach o wysokiej precyzji, takich jak te obejmujące
Ponadto geometria spawanego połączenia wpływa na efekt "klatki Faradaya" podczas procesu natrysku elektrostatycznego. Ciasne narożniki lub głębokie wnęki powstałe przez skomplikowane spawania mogą odpychać proszek, czyniąc metal podatnym na rdzę. Zrozumienie tych interakcji opartych na fizyce to to, co odróżnia standardową część od przemysłowego komponentu zaprojektowanego do dziesięcioleci użytkowania.

Najlepsze techniki spawania powłok proszkowych obejmują stosowanie spawania łukowego gazowo-wolframowego (TIG) do precyzyjnego i minimalnego czyszczenia lub spawania łukowego metalu gazowego (MIG) z użyciem określonych gazów osłonowych w celu zmniejszenia rozprysków. Priorytetowe traktowanie czystych, ciągłych kulek zamiast przerywanych "spawów "tack" zapobiega powstawaniu wilgoci i zapewnia jednolitą powierzchnię do łączenia żywicy.
Wybór odpowiedniego procesu często zależy od materiału i wymaganej prędkości produkcji. Oto podział, jak różne techniki wpływają na końcowe wykończenie:
Spawanie TIG jest często preferowane w wysokiej klasy metalu, ponieważ zapewnia niezwykle czyste, wolne od żużlu połączenia łączeniowe. Ponieważ nie ma tam strumienia, ryzyko zanieczyszczenia chemicznego jest znacznie mniejsze. Dla komponentów wymagających
Spawanie MIG jest podstawą montażu przemysłowego. Jednak tworzy więcej "rozprysku" — małych kulek stopionego metalu, które przyklejają się do otaczającej powierzchni. Jeśli nie zostaną usunięte, powstają "pryszcze" pod powłoką proszkową. Aby zoptymalizować MIG pod kątem powłoki:
- Użyj mieszanki gazów osłonowych o wysokiej zawartości argonu, aby ograniczyć rozpryski.
- Unikaj sprayów przeciwrozpryskowych na bazie krzemu; są one "toksyczne" dla przyczepności powłok proszkowych.
- Upewnij się, że podanie przewodu jest równomierne, aby uniknąć tzw. "zimnych obiegów", gdzie proszek nie może przeniknąć.
Przygotowanie złączy spawanych wymaga trzyetapowego procesu: mechanicznego szlifowania w celu usunięcia zadziorów i rozprysków, dokładnego odtłuszczania w celu usunięcia olejów oraz chemicznej wstępnej obróbki w celu uzyskania powłoki konwersyjnej. To rygorystyczne czyszczenie zapewnia, że proszek wiąże się chemicznie i mechanicznie z metalem, zapobiegając "pełzaniu" korozji pod powłoką.
Przygotowanie powierzchni stanowi 90% pracy w każdym projekcie powłokowym. W przypadku zespołów spawanych "Strefa Wpływu Ciepła" (HAZ) ulega zmianom molekularnym, które mogą wpływać na sposób powstawania tlenków.
Każdą stopkę spawalniczą należy sprawdzić pod kątem ostrych krawędzi. Powłoka proszkowa naturalnie odsuwa się od ostrych narożników podczas procesu utwardzania (zjawisko to nazywa się "ciągnięciem krawędzi"), pozostawiając metal
cienki i odsłonięty.- Szlifowanie: Użyj tarczy klapkowej o ziarnistości 60-80, aby wygładzić profil spawu.
- Krawędzie promieniowe: Upewnij się, że wszystkie ostre narożniki są zaokrąglone do co najmniej 2 mm promienia.
- Usuwanie rozprysków: Użyj dłuta lub drucianego koła, aby upewnić się, że metal bazowy jest idealnie płaski.
Chemiczne przedoczyszczanie
Po czyszczeniu mechanicznym części — zwłaszcza te z linii produkcji części do tłoczenia metalu—muszą przejść wieloetapowe mycie. Zazwyczaj obejmuje to alkaliczny środek czyszczący usuwający oleje z warsztatu oraz kąpiel żelaza lub fosforanu cynku. Ta warstwa chemiczna pełni rolę kotwicy dla proszku i stanowi dodatkową linię obrony, jeśli powłoka zostanie porysowana.
Wskazówka: Jeśli pracujesz ze spawami aluminiowymi, zawsze używaj odtleniacza. Aluminium niemal natychmiast po spawaniu tworzy warstwę "smutu" lub tlenku, która może zapobiec przyklejaniu się proszku.
Typowe wady spawanicze, które powodują awarie, to porowatość, która prowadzi do wydzielania się pęcherzyków, oraz uwięziony żużel, który uniemożliwia przyleganie powłoki do metalu. Pozostałości topnika spawalniczego lub silikonowych środków przeciwrozpryskowych również powodują tzw. "fish-eyes" lub kraterowanie w wykończeniu, ponieważ są chemicznie niekompatybilne z żywicami proszkowymi.
Zrozumienie tych awarii jest kluczowe dla utrzymania wysokiej jakości linii produkcyjnej.
Problem wydzielania gazów
Uwalnianie gazów to "cichy zabójca" powłok proszkowych. Gdy spoiw jest porowaty — czyli ma małe wewnętrzne kieszenie powietrzne — te kieszenie zawierają powietrze i wilgoć. Gdy część wchodzi do pieca do utwardzania o temperaturze 400°F, powietrze rozszerza się i wypycha się przez stopiony proszek.
- Rozwiązanie: Użyj podkładu "OOG" (Outgassing Forgiving) w proszku. Te podkłady pozostają "otwarte" dłużej w piekarniku, pozwalając gazom uciekać przed ostatecznym uszczelnieniem powierzchni.
- Podgrzewanie: Włóż spawaną część do piekarnika na 30 minut przed powleknięciem, aby "wyparować" gazy.
Zanieczyszczenie żużlem i strumieniem
Jeśli stosujesz spawanie z włóknem (SMAW) lub z rdzeniem topnikowym (FCAW), topnik pozostawia na spoiwie powłokę przypominającą szkło. Jeśli pozostanie nawet mikroskopijna ilość, proszek zwiąże się z żużlem zamiast z metalem. Gdy część drgaje lub ulega rozszerzalności termicznej, żużel odpada, zabierając ze sobą powłokę. Dlatego Elementy formy odlewanej aluminiowo-cynkowej zwykle unikają procesów spawania bogatego w topnik.
Różne rodzaje metali, takie jak stal węglowa, aluminium i stal nierdzewna, wymagają unikalnych wypełniaczy spawalniczych oraz chemii wstępnej obróbki, aby zapewnić trwałość. Stal węglowa jest podatna na szybkie utlenianie (rdzę), podczas gdy aluminium wymaga określonych częstotliwości spawania AC oraz konwersji bezchromianowych, aby zapobiec łuszczeniu się proszku w wilgotnych warunkach.
Carbon Steel
Jest to najczęściej stosowany materiał do spawanych zespołów. Łatwo go spawać, ale wymaga najbardziej agresywnej ochrony przed korozją. Często zaleca się zastosowanie podkładu bogatego w cynk na połączenia przed ostateczną warstwą kolorową.
Spawanie odlewanie elementów form lub wyciągnięć aluminiowych wymaga wysokiego zarządzania przewodnością ciepła. Aluminium jest też bardziej podatne na wydzielanie gazów, ponieważ odlewane metale są naturalnie bardziej porowate niż stal walcowana.
- Ekspert: Podczas spawania aluminium pod powłokę używaj pręta wypełniającego 4043 zamiast 5356, jeśli część będzie poddana utwardzaniu proszkowym w wysokiej temperaturze, ponieważ 5356 czasami może być wrażliwa na korozję naprężeniową.
Standardy branżowe do testów obejmują test przyczepności krzyżowej (ASTM D3359), test mgły solnej (ASTM B117) oraz testy odporności na uderzenia. Protokoły te zapewniają, że połączenie między spawem, strefą podatną na ciepło i powłoką proszkową wytrzyma odkształcenia mechaniczne i atmosferę korozyjną bez rozwarstwienia.
Aby Twoje części spełniały globalne standardy jakości, regularnie wdrażaj te testy:
- Test krzyżowania: Wycięcie siatki w powłokę i naklejenie specjalnej taśmy, aby sprawdzić, czy jakieś "kwadraty" powłoki się odklejają. To ostateczny test przygotowania powierzchni.
- Test zgięcia mandrela: Wygięcie powłokowanej próbki spawanej na określony promień, aby sprawdzić, czy powłoka pęka. To testuje elastyczność żywicy.
- Testy w mgle solnej: Umieszczanie części w komorze wypełnionej mgłą solną na 500 do 2000 godzin. Jeśli rdza pojawi się na spoiwku przed określonym terminem, wstępna obróbka lub technika spawania jest wadliwa.
Jak osiągnąć wykończenie "Show-Quality" na spoinach przemysłowych?
Osiągnięcie wykończenia na poziomie pokazowym wymaga "nadwozia" dla metalu. Polega to na szlifowaniu spoin do równowagi, użyciu metalowych wypełniaczy wysokotemperaturowych do wypełnienia dołków oraz zastosowaniu wielostopniowego procesu proszkowego, obejmującego podkład, warstwę bazową i lakier. Takie podejście ukrywa "przemysłowy" charakter spounu, zachowując jednocześnie integralność konstrukcyjną.
Większość osób zakłada, że powłoka proszkowa ukrywa wady. W rzeczywistości proces elektrostatyczny często je podkreśla. Jeśli chcesz idealnie płynnego przejścia między dwoma spawanymi rurami:
- Szlifowanie do 180 stopni ziarnistości: Nie poprzestawaj na surowym szlifowaniu. Szlifowanie obszaru spawu do 180 grait sprawia, że wzory rys nie przebijają się przez połysk.
- Wypełniacze przewodzące: Używaj specjalistycznych, odpornych na ciepło wypełniaczy epoksydowych, które przewodzą prąd. Tradycyjne "Bondo" działa jak izolator, a proszek nie przylega do niego.
- "Podwójne pieczenie": Nałóż bazę, częściowo utwardz (zielona utwardzanie), potem nałóż warstwę wierzchnią i wykonaj pełne utwardzanie. Daje to grubszy "build", który wyrównuje nierówności powierzchni.
Stosując te najlepsze praktyki, producenci mogą zapewnić, że ich procesy spawania i powłok proszkowych tworzą części nie tylko oszałamiające wizualnie, ale praktycznie niezniszczalne w terenie. Niezależnie od tego, czy pracujesz na masywnych ramach konstrukcyjnych, czy na skomplikowanych części do tłoczenia metalu", połączenie profesjonalnego spawania i profesjonalnej powłoki to najwyższy znak jakości.