
Osiągnięcie ścisłych tolerancji w formach wtryskowych tworzyw sztucznych
Osiągnięcie ścisłych tolerancji w formach wtryskowych tworzyw sztucznych wymaga synergii precyzyjnego narzędziowania, stabilnego doboru polimerów oraz rygorystycznych badań naukowych przy formowaniu. Podczas gdy standardowe tolerancje przemysłowe zwykle mieszczą się w granicach $\pm 0,1$ mm, tolerancje "ścisłe" lub "precyzyjne" wahają się od $\pm 0,02$ mm do $\pm 0,05$ mm, a nawet niższe dla zastosowań specjalistycznych. Sukces w tej dziedzinie zależy od kontrolowania fizycznego kurczenia plastiku podczas przejścia z roztopionego do stałego elementu wewnątrz wnęki formy. Inżynierowie muszą uwzględnić każdą zmienną — od rozszerzalności cieplnej stali narzędziowej po konkretne położenie bramki — aby zapewnić, że końcowy komponent spełnia rygorystyczne wymagania branż o wysokiej stawce, takich jak medycyna i motoryzacja.
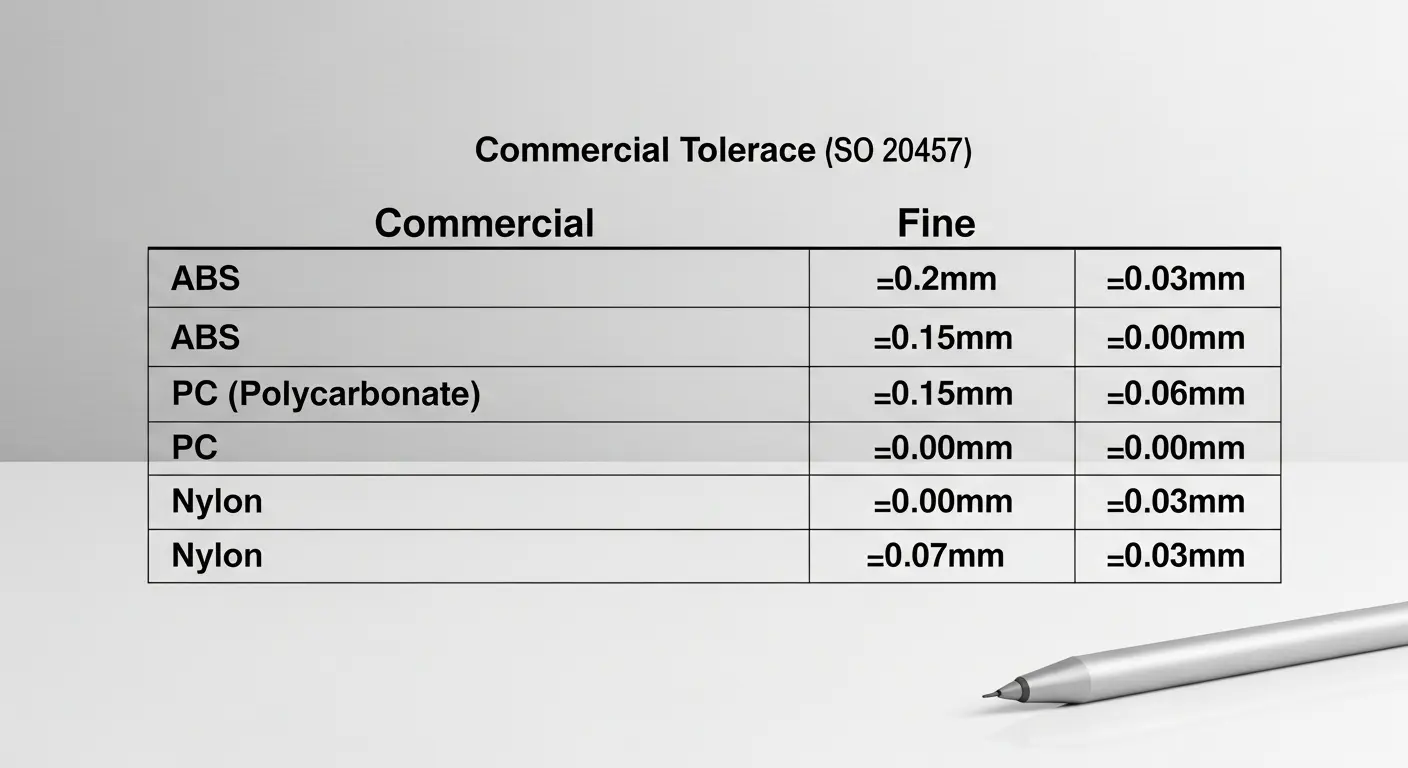
W świecie produkcji tolerancja oznacza dopuszczalną granicę zmienności wymiaru fizycznego. W przypadku części plastikowych osiągnięcie precyzji jest znacznie trudniejsze niż w przypadku metalu obrabianego CNC, ponieważ plastik jest półkrystaliczny lub amorficzny i bardzo wrażliwy na ciepło i ciśnienie. Większość światowych producentów stosuje normę ISO 20457 (dawniej DIN 16742), która kategoryzuje tolerancje na klasy "Komercyjne" i "Fine".
Tolerancje komercyjne są standardem dla produktów konsumenckich, gdzie nawet niewielkie odchylenie nie narusza funkcji produktu. Jednak precyzyjne tolerancje są konieczne dla komponentów, które wymagają dopasowania na docisk, skomplikowanych interakcji przekładni lub montażu w ciasnych obudowach. Gdy prosisz o audyt procesu formowania wtryskowego tworzyw sztucznych, pierwszym krokiem jest ustalenie, czy Twój projekt rzeczywiście wymaga precyzyjnych tolerancji. Zmniejszenie tolerancji z $\pm 0,1$ mm do $\pm 0,02$ mm często zwiększa koszty narzędzi o 20% do 50%, ponieważ wymaga droższej stali, precyzyjniejszego EDM (obróbki elektrycznej z wyładowaniem) oraz dłuższych czasów cyklu w celu utrzymania stabilności termicznej.
Precyzyjne tolerancje formowania wtryskowego wymagają inżynierskiego podejścia wykraczającego poza model CAD 3D. Projekt może wyglądać idealnie na ekranie, ale fizyczna rzeczywistość przepływu polimerów wiąże się z orientacją molekularną i naprężeniem wywołanym przez chłodzenie. Producenci specjalizujący się w plastikowej formie wtryskowej do urządzeń medycznych często spędzają tygodnie w fazie DFM, aby zapewnić, że wybrana tolerancja jest powtarzalna na serii miliona części. Powtarzalność to prawdziwy znak rozpoznawczy precyzji.
4 Czynniki krytyczne wpływające na tolerancje formy
Wiele zmiennych oddziałuje, wyciągając część poza tolerancję. Wczesne zidentyfikowanie tych czynników na etapie projektowania pozwala inżynierom zrekompensować je poprzez projektowanie narzędzi, a nie metodę prób i błędów na hali produkcyjnej.
1. Geometria części i złożoność projektowa
Kształt twojej części jest głównym czynnikiem napędzającym stabilność wymiarową. Duże, płaskie powierzchnie są podatne na odkształcenia, podczas gdy grube przekroje poprzeczne tworzą "ślady zapadnięcia", ponieważ wewnętrzny plastik stygnie wolniej niż zewnętrzna powłoka. Utrzymanie jednolitej grubości ścianek to złota zasada projektowania form o ścisłych tolerancjach. Jeśli część ma niejednolite ściany, różne prędkości chłodzenia będą ciągnąć materiał w różnych kierunkach, co niemal uniemożliwia utrzymanie tolerancji 0,02$ mm na poziomie $\pm.
Dodatkowo lokalizacja bramki — miejsce, gdzie plastik wchodzi do wnęki — wpływa na sposób wypełniania i pakowania formy. Nieprawidłowe umiejscowienie bramki może prowadzić do nierównomiernego rozkładu ciśnienia, co skutkuje wymiarami różniącymi się od jednego końca części do drugiego. Projekty o wysokiej precyzji zawsze wykorzystują analizę przepływu formy, aby przewidzieć te zachowania przed cięciem stali.
2. Wybór materiału i tempo kurczenia się
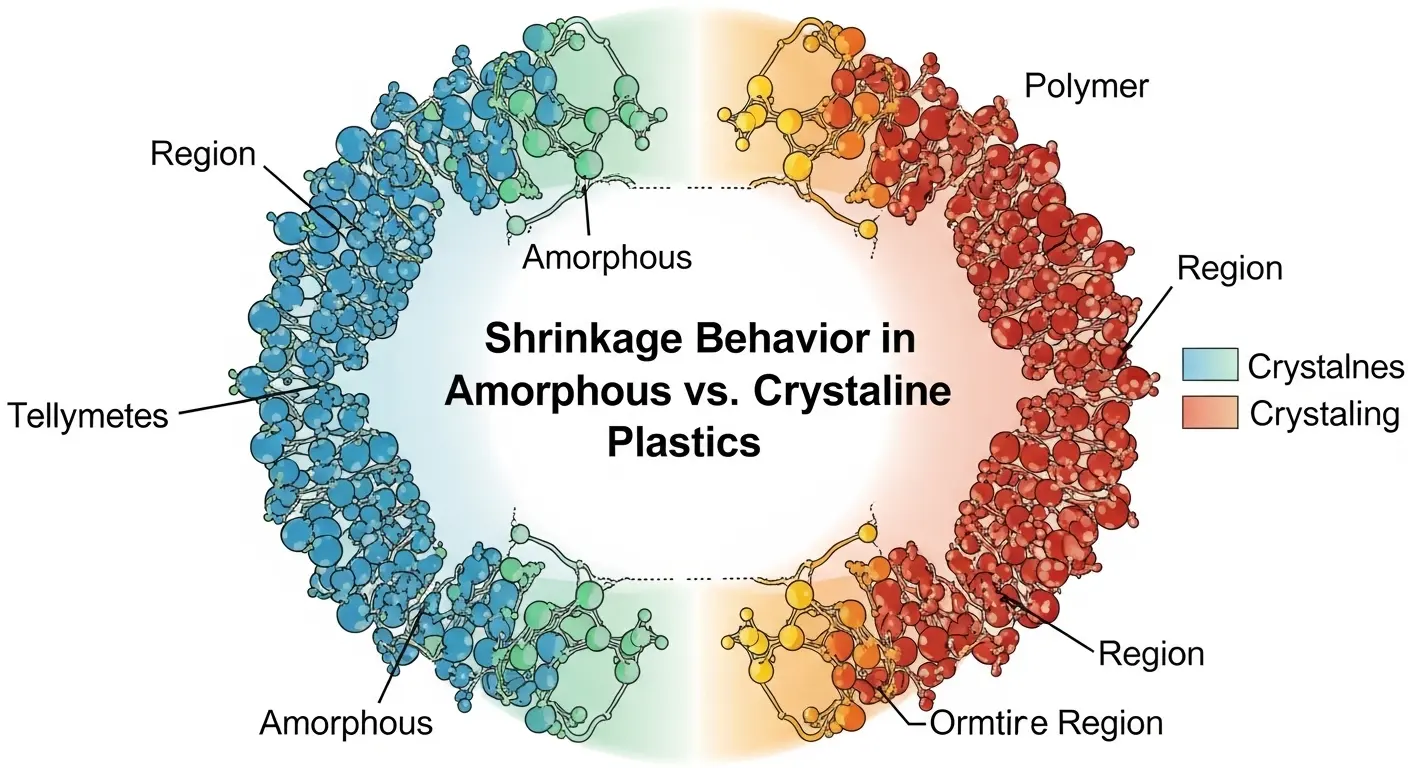
Każdy polimer ma określony wskaźnik kurczenia się, zwykle wyrażany jako procent. Tworzywa amorficzne, takie jak ABS czy poliwęglan (PC), charakteryzują się niskim współczynnikiem kurczenia (około 0,5%), co czyni je stosunkowo łatwymi do trzymania przy ścisłych tolerancjach. Dla porównania, tworzywa sztuczne krystaliczne, takie jak polipropylen (PP) czy PEEK, charakteryzują się wyższym i bardziej lotnym kurczeniem się (1,5% do 3,0%).
Wybór materiału wiąże się także z użyciem wypełniaczy. Dodanie włókien szklanych lub wypełniaczy węglowych może zmniejszyć kurczenie się i zwiększyć stabilność wymiarową. Jednak wypełniacze wprowadzają także anizotropię, co oznacza, że część kurczy się inaczej w kierunku przepływu niż w całym przepływie. Jeśli Twój zespół inżynierów nie uwzględni tego kurczenia się kierunku, część natychmiast po wyrzuceniu się wyginie lub wypadnie z tolerancji.
3. Precyzja narzędzi i wybór stali
Sama forma musi być wykonana z większą precyzją niż część, którą wytwarza. Dla ścisłych tolerancji w formach wtryskowych tworzyw sztucznych, narzędziownik często pracuje do 0,005$ mm. Ten poziom dokładności wymaga wysokiej jakości stali takich jak S136 czy H13, które oferują doskonałą twardość i przewodność cieplną.
Zarządzanie termiczne w narzędziu jest równie istotne. Formy precyzyjne wykorzystują chłodzenie konforemne — kanały chłodzące podążające za kształtem części — aby zapewnić równomierne usuwanie ciepła. Jeśli jedna strona formy jest nawet o 5°C gorętsza od drugiej, powstała nierównowaga termiczna spowoduje nierównomierne kurczenie się części. Warsztat narzędziowy SunOn wykorzystuje szybkie maszyny CNC oraz Sodick EDM, aby osiągnąć dokładność poniżej mikron wymaganą dla tych wysokowydajnych form.
Nawet idealna forma może wyprodukować części poza tolerancją, jeśli proces formowania jest niestabilny. Czynniki takie jak ciśnienie wtrysku, temperatura topnienia i "czas utrzymania" decydują o ilości plastiku upakowanego w komorę. Jeśli ciśnienie zmieni się nawet o 1%, waha i wymiary części ulegną zmianie.
W tym miejscu naukowe formowanie ścisłych tolerancji staje się niezbędne. Zamiast polegać na intuicji operatora, formowanie naukowe wykorzystuje czujniki wewnątrz formy do monitorowania ciśnienia i temperatury w przestrzeni w czasie rzeczywistym. Ustanawiając solidne "okno procesowe", producenci zapewniają, że każda wyprodukowana część jest identyczna z pierwszą.
Jak projektowanie pod kątem wytwórczości zapewnia dokładność
Projektowanie pod kątem zdolności produkcyjnej (DFM) jest pomostem między projektem teoretycznym a częścią funkcjonalną. Gdy lider ds. pozyskiwania lub inżynier produktu przesyła plik CAD, nasz zespół przeprowadza wyczerpującą analizę, aby zidentyfikować "zabójców tolerancji". Szukamy ostrych narożników, które tworzą koncentratory naprężeń i głębokich żeber, które mogą się zaklinować w formie.
Jedną z najskuteczniejszych strategii DFM dla precyzji jest zastosowanie konstrukcji "Stal-Safe". Oznacza to, że inżynierowie projektują formę tak, aby krytyczne wymiary zaczynały się od "małych" dla otworów lub "dużych" dla wałów. Po pierwszej próbie (T1) mierzymy części. Jeśli wymiar jest poza tolerancją, możemy łatwo usunąć kilka mikronów stali z formy, aby dostosować część do specyfikacji. Usunięcie metalu jest znacznie łatwiejsze i tańsze niż jego dodawanie (co wymaga spawania lub ponownego cięcia całej komory).
Nasz proces DFM integruje również informacje z naszego przewodnika 2k przewodnik po formowaniu wtryskowym". Podczas formowania dwóch różnych materiałów razem, interfejs wiązania wymaga wyjątkowej kontroli tolerancji, aby zapobiec przeciekom lub uszkodzeniom konstrukcji. Poprzez jednoczesne koordynowanie kurczenia się dwóch różnych polimerów, pomagamy twórcom sprzętu unikać problemów montażowych, które dotykają urządzenia wielokomponentowe.
Rola formowania naukowego w ścisłych tolerancjach
Formowanie naukowe to podejście oparte na danych, które traktuje maszynę wtryskową jako narzędzie naukowe, a nie zwykłą prasę. Aby osiągnąć ścisłe tolerancje, stosujemy czteroetapowy proces, który rozdziela fazy napełniania, pakowania i przechowywania. Pozwala nam to dokładnie kontrolować, ile materiału trafia do jamy i jak się ona zastyga.
- Badanie lepkości: Określamy optymalną prędkość wtrysku, w której lepkość plastiku jest najbardziej stabilna.
- Badanie równowagi ubytków: Zapewniamy, że w wielokomorowej pleśni każda ubytek wypełnia się w dokładnie takim samym tempie.
- Badanie spadku ciśnienia: Sprawdzamy, czy maszyna ma wystarczające ciśnienie, by wypełnić formę bez "spadania na dno".
- Badanie zamrożenia bramy: Dokładnie określamy, kiedy plastik w bramce się zastyga, zapewniając, że żaden materiał nie "cofa się" z wnęki, co spowodowałoby spadek wymiarowy.
Opanując te zmienne, możemy utrzymać
Weryfikacja: Pomiar precyzji za pomocą narzędzi CMM i optycznych
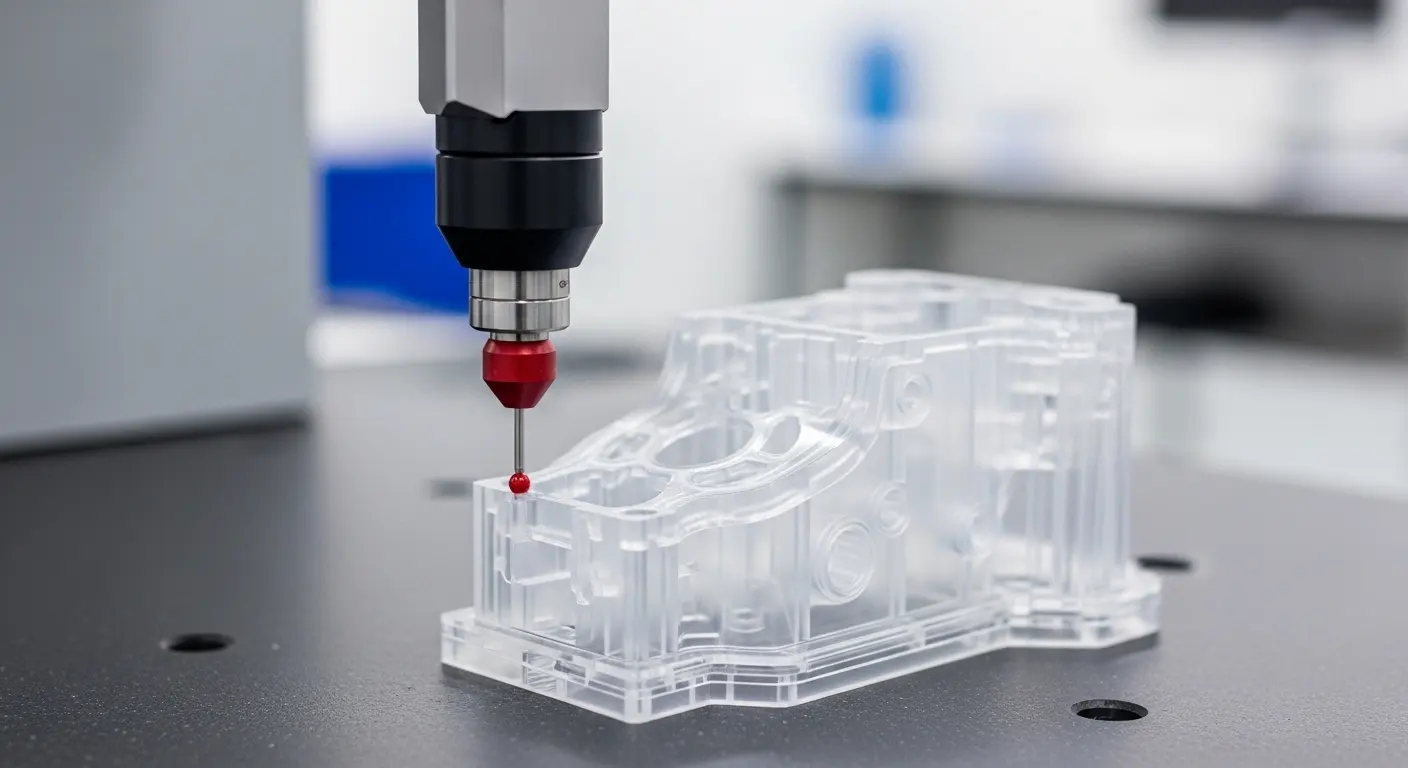
Nie możesz osiągnąć tego, czego nie da się zmierzyć. W produkcji wysokiej precyzji laboratorium zapewnienia jakości (QA) jest równie ważne jak hala produkcyjna. Aby zweryfikować
CMM wykorzystuje czułą sondę do odwzorowania współrzędnych X, Y i Z elementu, porównując je z oryginalnym modelem CAD. Dla części o drobnych cechach lub miękkich materiałach, które mogą ulec odkształceniu pod sondą, stosujemy bezkontaktowe systemy optyczne. Narzędzia te dostarczają "mapy cieplnej" elementu, pokazując dokładnie, gdzie odbiega od nominalnego projektu. Dane te są przekazywane zespołowi narzędziowemu do ostatecznego dostrojenia formy, co zapewnia, że "Złoty Próbek" jest naprawdę perfekcyjny.
Najczęściej zadawane pytania
Najwęższa tolerancja dla precyzyjnego formowania wtryskowego to zazwyczaj 0,025$ mm dla małych, stabilnych części. Chociaż 0,01$ mm $\pm jest osiągalne w wysoce wyspecjalizowanych środowiskach czystych z żywicami wysokiej klasy, takimi jak PEEK, wymaga to ekstremalnej kontroli nad środowiskiem i procesem, co znacząco zwiększa koszt na część.
Materiały amorficzne (takie jak PC czy ABS) mają znacznie mniejsze i bardziej przewidywalne kurczenie niż materiały krystaliczne (jak nylon czy PP). W związku z tym znacznie łatwiej jest zachować ścisłe tolerancje przy tworzeniu tworzyw amorficznych. Jeśli część wymaga precyzji, inżynierowie często zalecają amorficzną żywicę wypełnioną szkłem, aby zmaksymalizować stabilność wymiarową.
Czym jest projekt formy "Steel-Safe"?
Konstrukcja bezpieczna dla stali to strategia, w której forma jest celowo obrabiana, aby pozostawić niewielką ilość metalu w miejscach, które mogą wymagać korekty. Po próbie T1, jeśli część jest zbyt duża lub zbyt mała, narzędziownik może "precyzyjnie dostroić" formę, usuwając małe fragmenty stali. Jest to standardowa praktyka umożliwiająca osiągnięcie precyzyjnych tolerancji bez ryzyka złomowania formy.
Ścisłe tolerancje wymagają wyższej jakości stali narzędziowej, precyzyjniejszego obróbki (np. wolno-przewodowego EDM) oraz bardziej rygorystycznej kontroli jakości. Ponadto precyzyjne formowanie często wymaga wolniejszego cyklu cyklu, aby zapewnić równomierne chłodzenie części, co zwiększa czas pracy i maszyny przeznaczony na każdą część.
, tolerancje są zazwyczaj proporcjonalne do rozmiaru części. Tolerancję 0,02$ mm na 0,02 mm znacznie łatwiej osiągnąć na podparcie wielkości monety niż na takim wielkości zderzaka samochodowego. Większość międzynarodowych standardów, takich jak ISO 20457, przewiduje skalę tolerancji na podstawie wymiaru nominalnego.
Tak, formowanie 2K (dwustrzałowe) pozwala osiągnąć bardzo ścisłe tolerancje, ale wymaga specjalistycznego podejścia 2k metodą wtryskowego formowania". Pierwsza część musi być wykonana z dużą precyzją, ponieważ pełni rolę "formy" dla drugiego materiału. Każdy błąd przy pierwszym ujęciu zostanie spotęgowany w drugim.
Czy masz projekt o wysokiej precyzji, który wymaga ekspertów w kontroli tolerancji? W SunOn specjalizujemy się w inżynierii prowadzonej przez DFM dla najbardziej wymagających zastosowań. Skontaktuj się z nami już dziś, aby uzyskać profesjonalną ocenę DFM lub poprosić o wycenę dla swojego projektu formowania o ścisłej tolerancji. Nasz zespół inżynierów w Dongguan jest gotowy, aby pomóc Ci przejść od prototypu do precyzyjnej produkcji masowej.