
Czym jest próbka T1 w formowaniu wtryskowym? Oś czasu wyjaśniona
W formowaniu wtryskowym tworzyw sztucznych próbka T1 jest pierwszą funkcjonalną częścią wyprodukowaną z gotowej formy produkcyjnej. "T" oznacza "Trial", a liczba "1" oznacza pierwszą wersję części wysłanych do klienta do oceny. Podczas gdy T0 reprezentuje wewnętrzną fazę testów producenta, aby zapewnić prawidłowe otwieranie i zamykanie formy, próbka T1 stanowi oficjalny punkt odniesienia dla dokładności wymiarowej, jakości estetycznej i właściwości materiału. Dla menedżerów zakupów i projektantów produktów udany etap T1 jest najważniejszym kamieniem milowym w przejściu od cyfrowego projektowania CAD do namacalnego, masowo produkowanego produktu.

Etapy prób pleśniowych: od T0 do T1 i dalej
Droga od gotowego narzędzia do masowo produkowanej części obejmuje kilka iteracyjnych etapów "T". Zrozumienie różnic między tymi badaniami pomaga zespołom sourcingowym skuteczniej zarządzać oczekiwaniami i harmonogramami projektów. Podczas gdy niektóre proste części mogą uzyskać zatwierdzenie na poziomie T1, złożone komponenty często wymagają kolejnych korekt.
Zrozumienie wewnętrznej próby T0
Zanim zobaczysz część fizyczną, producent przeprowadza próbę T0. To jest ściśle wewnętrzny proces. Podczas T0 inżynierowie testują mechanizmy formy, systemy chłodzenia oraz sworznie wyrzutowe. Wykrywają katastrofalne awarie, takie jak niepełne wypełnienie pleśni (krótkie ujęcia) lub przyklejanie części do komory. W SunOn wykorzystujemy fazę T0 do kalibracji parametrów wtrysku, tak aby otrzymane próbki T1 były jak najbliższe ostatecznej specyfikacji.
Rola próbek T1 w walidacji klienta
Próbka T1 to pierwszy raz, gdy klient przegląda fizyczny wynik narzędzia. Nie oczekuje się, że będzie w 100% perfekcyjny, ale musi być wystarczająco funkcjonalny do dokładnego audyt procesu formowania wtryskowego plastiku. Na tym etapie uwaga przesuwa się z "czy forma działa?" na "czy część spełnia zamierzenie projektowe?" Inżynierowie używają tych próbek do sprawdzania krytycznych tolerancji i dopasowania zespołu.
Zmierzamy w kierunku T2 i ostatecznej akceptacji
Jeśli recenzja T1 wykaże, że wymiar jest lekko przesunięty lub wykończenie powierzchni wymaga większej faktury, forma jest modyfikowana. Uzyskane części z następnego badania nazywane są próbkami T2. Większość profesjonalnych projektów dąży do zatwierdzenia "Złotej Próbki" przez T2 lub T3. Stosując ustrukturyzowany przewodnik 2K, producenci często mogą zminimalizować liczbę wymaganych prób, oszczędzając zarówno czas, jak i koszty.
Jak długo trwa proces próbki T1?
Czas realizacji próbki T1 to połączenie czasu produkcji formy oraz logistyki samego testu. Zazwyczaj dla standardowej wysokiej jakości formy stalowej próba T1 odbywa się 4 do 7 tygodni po finalizacji projektu i wpłaceniu depozytu. Jednak złożoność tej części znacząco wpływa na to okno.
Standardowe harmonogramy narzędzi
W przypadku prostych, jednokomorowych form z użyciem standardowych materiałów, takich jak ABS czy polipropylen, próbki T1 są zazwyczaj gotowe w ciągu 30 do 35 dni. Obejmuje to czas potrzebny na obróbkę CNC, obróbkę elektroniczną (EDM (obróbkę z rozładowaniem elektrycznym) oraz ręczne polerowanie wnęk formy. Jeśli Twój projekt obejmuje 2K, czas wtryskowy może wydłużyć się do 8 lub 9 tygodni ze względu na złożoność jednostki wtrysku wtórnego i obracającej się podstawy formy.
Kilka zmiennych może przesunąć datę rozpoczęcia T1. Jeśli projekt części ma złożone podcięcia wymagające wielu bocznych działań lub podnoszących narzędzi, budowa narzędzia trwa dłużej. Ponadto pozyskiwanie specjalistycznych żywic inżynieryjnych lub materiałów medycznej może wydłużyć czas dostawy o 1 do 2 tygodni, jeśli materiał nie jest łatwo dostępny na stanie. Współpraca z dostawcą oferującym zintegrowany forma wtryskowa do urządzeń medycznych zapewnia, że wymagania dotyczące czystych pomieszczeni i certyfikacji materiałów są realizowane równolegle z narzędziami, zapobiegając niepotrzebnym wąskim gardłam.
Badanie T1 zostało zaprojektowane tak, aby ujawnić wady. Rzadko zdarza się, by forma wyprodukowała idealny element przy pierwszym ujęciu, ponieważ plastik zachowuje się inaczej pod wysokim ciśnieniem i ciepłem niż w symulacji cyfrowej. Wczesne zidentyfikowanie tych problemów zapobiega kosztownym awariom podczas produkcji masowej.
Kontrola dokładności wymiarowej i tolerancji
Najczęstszym problemem w T1 jest odchylenie wymiarowe. Nawet przy dokładnej analizie przepływu formy różne prędkości chłodzenia mogą powodować kurczenie się plastiku bardziej lub mniej niż przewidywano. Zespoły kontroli jakości wykorzystują maszyny pomiarowe współrzędne (CMM) do porównywania próbki T1 z modelem CAD 3D. Jeśli otwór jest o 0,1 mm za mały, podejście "bezpieczne dla stali" pozwala producentowi usunąć więcej metalu z formy, aby powiększyć otwór dla T2.
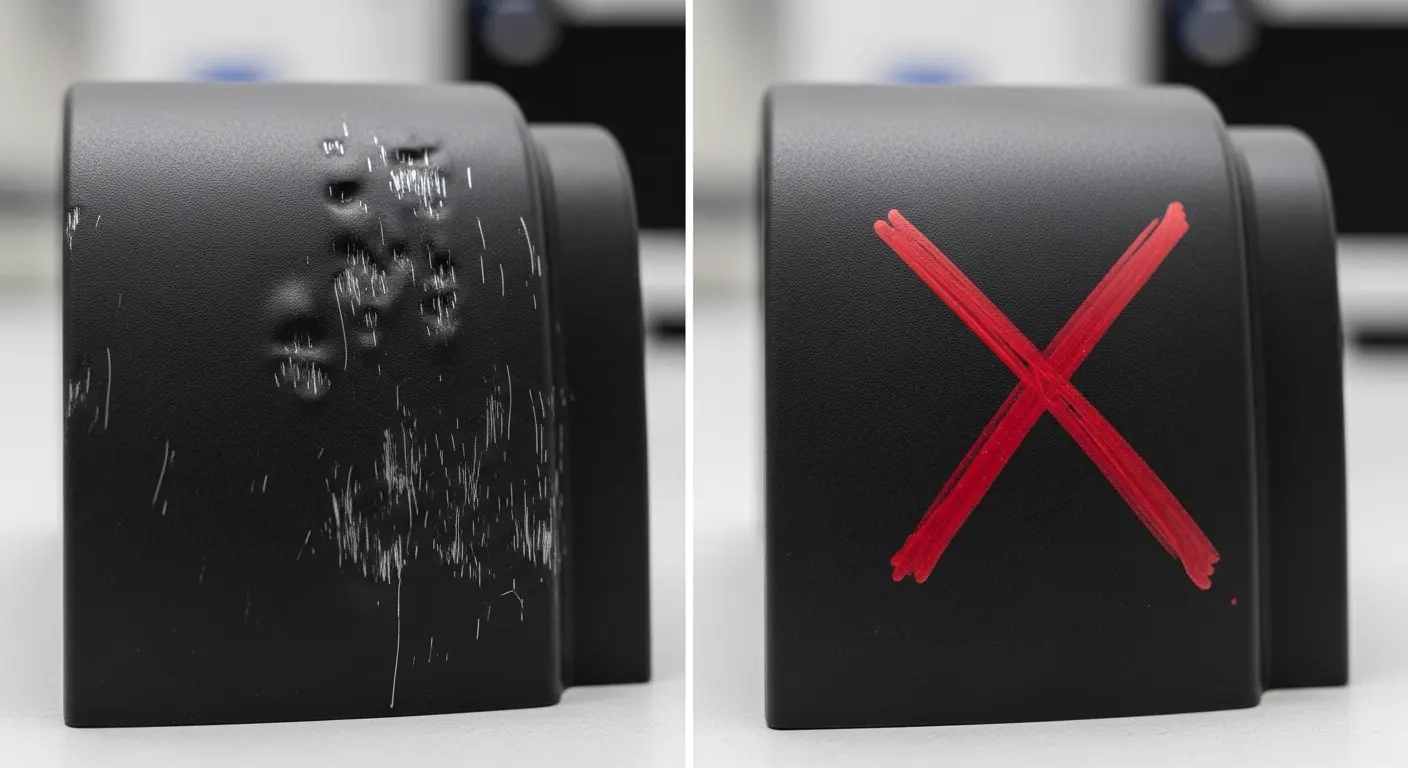
Wady wizualne: ślady po zagłębieniu, błysk i warpage
Problemy estetyczne są częste w pierwszym testie. Ślady zapadnięcia — małe zagłębienia na powierzchni — często pojawiają się tam, gdzie grube żebra stykają się z cienkimi ścianami. Błysk pojawia się, gdy plastik przecieka między połówkami formy, co wskazuje, że nacisk zaciskowy jest zbyt niski lub trzeba regulować dopasowanie formy. Warpage to oznaka nierównomiernego chłodzenia lub naprężeń wewnętrznych. W SunOn analizujemy te wady podczas procesu formowania wtryskowego 2K oraz oceny korzyści, aby zapewnić, że wielomaterialne części prawidłowo się łączą bez odkształceń.
Przepływ materiału i ślady bramki
Stopień T1 sprawdza również, czy "bramka" — miejsce, gdzie plastik wchodzi do wnęki — jest prawidłowo umieszczona. Jeśli bramka pozostawia wyraźny ślad (resztki) na widocznej powierzchni lub powoduje "wyrzucanie" (wzory przypominające węża), system bram może wymagać przebudowy lub przeniesienia przed T2.
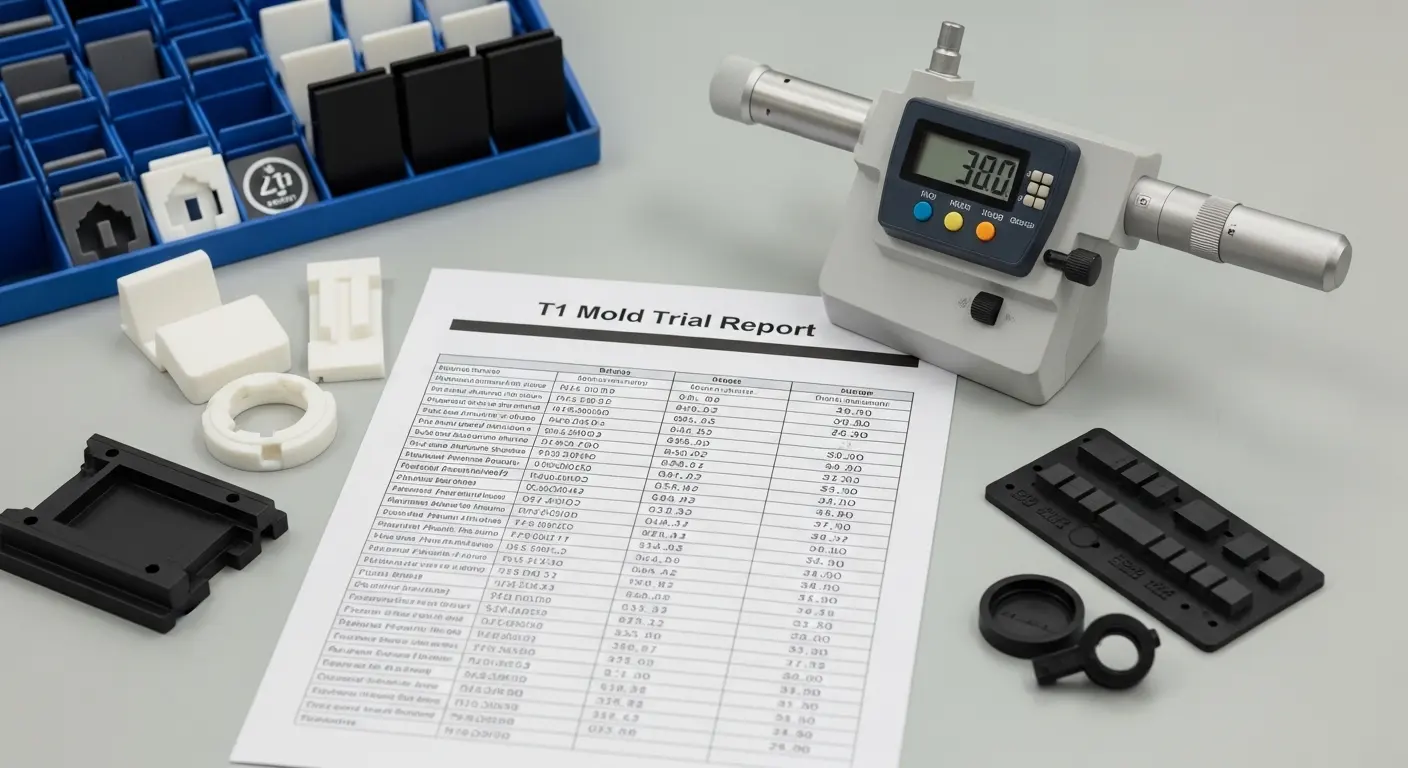
Co powinien zawierać raport z próbki T1?
Próbka T1 jest bezużyteczna bez danych wspierających. Profesjonalni nabywcy B2B powinni spodziewać się kompleksowego "Raportu Testowego" obok części fizycznych. Ta dokumentacja stanowi mapę drogową dla korekt niezbędnych do osiągnięcia masowej produkcji.
Szczegółowe logi parametrów wstrzyknięć
Raport powinien wymieniać wszystkie ustawienia używane podczas próby, w tym temperaturę topnienia, temperaturę formy, prędkość wtrysku oraz ciśnienie podtrzymujące (cap). Te parametry są kluczowe, ponieważ muszą być powtarzalne podczas końcowej serii produkcyjnej. Jeśli część wygląda dobrze tylko pod ekstremalnymi, niezrównoważonymi naciskami, sam projekt formy może wymagać fundamentalnej zmiany.
Raport z inspekcji wymiarowej (FAI)
Raport z inspekcji pierwszego artykułu (FAI) jest standardowym wymogiem dla T1. Mapuje wymiary krytyczne względem jakości (CTQ) określone w Twoim rysunku inżynierskim. Każdy pomiar jest oznaczony jako "Zdanie" lub "Niezdanie". Ta jasność pozwala inżynierowi projektantowi zdecydować, które odchylenia są akceptowalne, a które wymagają modyfikacji narzędzia.
Analiza wad i plan działań naprawczych
Wysokiej jakości dostawca nie tylko powie ci, że jest ślad zlewu; zaoferuje rozwiązanie. Raport T1 powinien zawierać zdjęcia wszelkich usterek oraz jasny plan inżynieryjny ich naprawy. Na przykład, jeśli wykryje się odkształcenie, plan może obejmować wydłużenie cyklu chłodzenia lub zmianę rozmiaru bramki.
Dlaczego podejście SunOn kierowane DFM skraca zatwierdzenie T1
W SunOn Industrial Group uważamy, że najlepszym sposobem radzenia sobie z problemami T1 jest zapobieganie im już na etapie projektowania. Nasz proces "Projektowania pod kątem wytwórczości" (DFM) jest obowiązkowym krokiem przed cięciem stali. Symulując proces wtrysku na wczesnym etapie, możemy zidentyfikować potencjalnie cienkie ścianki, ostre narożniki lub niewystarczające kąty ciągu, które w przeciwnym razie spowodowałyby awarię T1.
Redukcja iteracji poprzez symulację
Korzystając z zaawansowanego oprogramowania Moldflow, symulujemy, jak plastik wypełni wnękę. Pozwala nam to przewidzieć pułapki powietrzne i linie spawania jeszcze przed zbudowaniem formy. Dla naszych klientów często oznacza to, że próbka T1 jest już w 95% drogi do ostatecznej akceptacji, co znacząco skraca czas spędzony w cyklach T2 lub T3.
Ekspertyza w złożonym narzędziu
Niezależnie od tego, czy potrzebujesz precyzyjnego komponentu medycznego, czy wielomateriałowego komponentu samochodowego, nasz zespół inżynierów wykorzystuje dekady doświadczenia w procesie narzędzi. Integrując aspekty postprodukcji i montażu z fazą T1, zapewniamy, że Twoje części są nie tylko wymiarowo poprawne, ale także gotowe na dodatkowe etapy procesu produkcyjnego.
Podsumowanie Checklist for Success T1
SampleAby zapewnić sprawny przebieg testu T1, zespoły ds. zakupu i inżynierii powinny stosować się do tej listy kontrolnej:
- Weryfikacja materiału: Upewnij się, że T1 jest fotografowany dokładnie taką jakością żywicy podanej dla produktu końcowego.
- Przegląd DFM: Potwierdź, że wszystkie sugestie DFM zostały zaimplementowane w ostatecznym projektowaniu formy.
- Zdefiniuj CTQ: Wyraźnie zaznacz krytyczne wymiary na swoich rysunkach, aby zespół QA wiedział, co priorytetowo traktować podczas inspekcji.
- Wniosek o dokumentację: Nie przyjmuj próbek bez pełnego dziennika parametrów i raportu wymiarowego.
- Zaplanuj iterację: Zaplanuj czas w harmonogramie projektu na co najmniej jedną rundę modyfikacji pleśni (T2) po przeglądzie T1.
Najczęściej zadawane pytania (FAQ)
Jaki jest główny cel próbki T1?
Głównym celem próbki T1 jest zweryfikowanie funkcjonalności formy oraz podstawowych wymiarów części w odniesieniu do oryginalnego projektu CAD. Służy jako fizyczny dowód koncepcji, który pozwala inżynierom zidentyfikować wszelkie niezbędne zmiany w narzędziach lub parametrach wtrysku przed przejściem do produkcji masowej.
Ile próbek T1 otrzymam?
Większość producentów dostarcza od 5 do 10 próbek T1 do wstępnych testów i pomiarów. Jeśli potrzebujesz większej ilości do testów funkcjonalnych lub weryfikacji rynkowej, należy to negocjować na etapie wyceny, ponieważ może to wymagać dłuższego okresu próbnego i dodatkowych kosztów materiałowych.
Czy mogę użyć próbek T1 do końcowego montażu produktu?
Próbki T1 są zazwyczaj przeznaczone do inspekcji i testów montażowych, a nie do końcowego montażu. Chociaż często są funkcjonalne, mogą brakować im końcowej faktury powierzchni lub mieć niewielkie różnice wymiarowe, które mogą wpływać na długoterminowe wyniki gotowego produktu.
Tak, próbki T1 zawsze powinny być produkowane z żywicy produkcyjnej na finalnej produkcji, aby zapewnić dokładne wyniki. Użycie materiału zastępczego prowadziłoby do błędnych danych o kurczeniu się i mylących testów wydajności, co uczyniłoby wyniki prób nieważnymi dla planowania produkcji.
Co się stanie, jeśli próbka T1 nie przejdzie inspekcji?
Jeśli próbka T1 nie spełnia specyfikacji, producent przeprowadza "strojenie narzędzi". Polega to na modyfikacji formy — na przykład poszerzeniu bramki lub usunięciu stali w celu zmiany wymiaru — a następnie przeprowadzeniu testu T2, aby potwierdzić, czy poprawki były skuteczne.
Czym T1 różni się od prototypu?
Próbka T1 powstaje z rzeczywistego twardego narzędzia (forma stalowa lub aluminiowa) przeznaczona do produkcji, natomiast prototyp zazwyczaj powstaje za pomocą druku 3D, obróbki CNC lub odlewania próżniowego. Próbki T1 reprezentują rzeczywistą chemię i integralność strukturalną finalnej wyprodukowanej części.
Gotowy, by przenieść swój projekt z CAD do T1? W SunOn Industrial Group specjalizujemy się w precyzyjnym narzędziowaniu oraz produkcji opartej na DFM, która pozwala szybciej wejść na rynek. Skontaktuj się z naszym zespołem inżynierów już dziś, aby uzyskać kompleksową recenzję DFM lub poprosić o wycenę na kolejny projekt formowania wtryskowego.