
Jak uzyskać gładkie wykończenie powierzchni w druku 3D (Ra 0,5 μm)
Osiągnięcie chropowatości powierzchni Ra 0,5 μm w druku 3D oznacza przejście od "wyglądu prototypowego" do "wykończenia produkcyjnego". W przemyśle wykończenie Ra 0,5 μm jest porównywalne z drobno szlifowanym lub polerowanym powierzchnią, gdzie linie warstw są niewidoczne gołym okiem i ledwo widoczne dotykiem. Dla nabywców B2B z sektorów medycznych, motoryzacyjnych i elektronicznych taki poziom płynności jest często wymogiem funkcjonalnym dla części, które muszą być szczelne, biokompatybilne lub estetycznie
nieskazitelne.Zrozumienie chropowatości powierzchni (Ra) w produkcji addytywnej
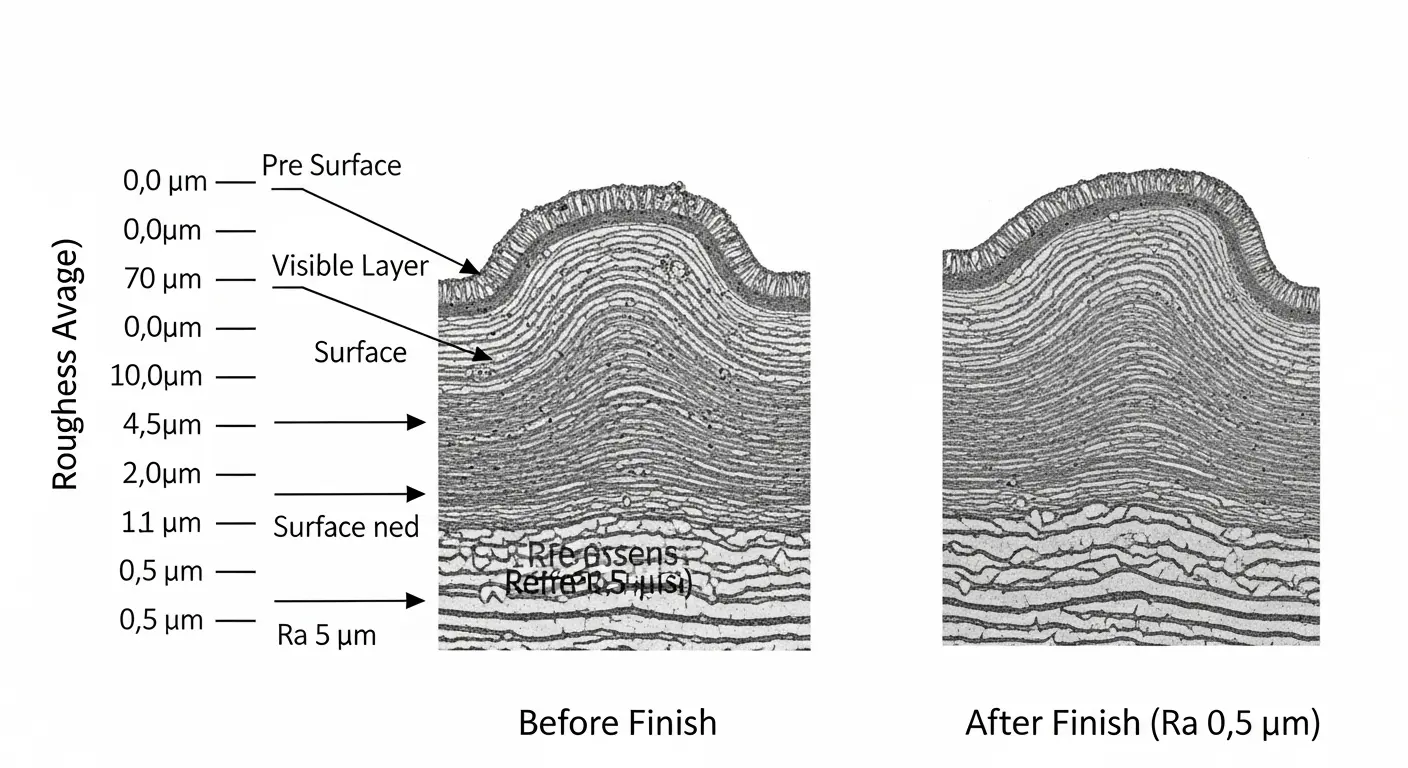
Chropowatość powierzchni mierzy się za pomocą skali Ra (Roughness Average), która oblicza arytmetyczną średnią odchyleń wysokości profilu od średniej. Większość surowych wydruków 3D powstaje z Ra o średnicy między 12,5 μm a 25 μm (FDM) lub 3,2 μm i 6,3 μm (SLA/SLS).
Aby przejść od tych surowych stanów do wysokoprecyzyjnego Ra 0,5 μm, potrzebna jest kombinacja optymalizacji sprzętowej i wtórnego postprocessingu. Osiągnięcie tego celu to nie tylko kwestia estetyki; Znacząco zmniejsza tarcie w zespołach mechanicznych i zapobiega rozwojowi bakterii w modelach medycznych poprzez eliminację mikroskopijnych "dolin", w których mogą się ukrywać zanieczyszczenia.
Krok 1: optymalizacja sprzętu i procesu
Droga do gładkiego zakończenia zaczyna się zanim maszyna ruszy. Chociaż postprocessing wykonuje ciężką pracę, jakość "niemal netto-shape" wydruku decyduje o tym, ile pracy będzie potrzebne później.
1. Dobór technologii
Nie wszystkie technologie druku 3D są równe pod względem płynności. Aby osiągnąć Ra 0,5 μm, preferowane są systemy cieczowe:
- SLA (stereolitografia): Zapewnia najlepszą bazę. Zastosowanie żywicy ciekłej i utwardzania laserowego skutkuje niemal izotropową częścią o najniższym początkowym stężeniu Ra.
- DLP (Digital Light Processing): Podobne do SLA, ale wymaga starannego wygładzania krawędzi, aby zapobiec "pikselizacji" na zakrzywionych powierzchniach.
- PolyJet: Zdolny do wysokiej rozdzielczości, ale często wymaga znacznego czyszczenia materiałów nośnych, co może wpływać na lokalne Rak.
2. Wysokość i orientacja warstwy
Zmniejszenie wysokości warstwy (np. do 25 lub 50 mikronów) minimalizuje efekt "schodkowania". Jednak orientacja jest ważniejsza. Części powinny być ukierunkowane tak, aby krytyczne powierzchnie były albo pionowe, albo pod kątem unikającym płytkich nachyleń, ponieważ poziome "górne" powierzchnie często wykazują największą chropowatość z powodu przejść warstw.
Krok 2: Mechaniczne techniki post-processing
Mechaniczne wykończenie jest najczęstszym sposobem osiągnięcia Ra 0,5 μm. Polega to na fizycznym usunięciu materiału w celu wyrównania szczytów linii warstw.
1. Wielostopniowe szlifowanie ścierne
To jest podstawa dla precyzyjnych wykończeń. Proces musi być stopniowy:
- Zacznij od 400 grit, aby usunąć blizny po podporach i linie głównych warstw .
- Przejście do szlifowania na mokro o ziarnistości 600, 800 i 1200.
- Ostatni etap dla Ra 0,5 μm zazwyczaj wymaga papierów do drobnego polerowania o ziarnistości 2000 lub wyższej.
W przypadku partii małych części ręczne szlifowanie jest nieefektywne. Wykańczanie odśrodkowe wykorzystuje bęben wypełniony mediami ściernymi (ceramiką, plastikiem lub kolbą kukurydzy). Szybki obrót generuje intensywne ciśnienie i tarcie, "szorując" części do jednolitego wykończenia. Jest to preferowana metoda dla drukowanych w 3D prototypów elektroniki użytkowej, które wymagają spójnego dotykowego odczucia na 50+ egzemplarzy.
Krok 3: Wygładzanie chemiczne i
paroweWygładzanie chemiczne to metoda "bezkontaktowa", która jest bardzo skuteczna dla złożonych geometrii, do których ręczne szlifowanie nie jest w stanie sięgnąć.
Polega to na wystawieniu części na działanie odparowanego rozpuszczalnika (takiego jak aceton do ABS lub specjalistyczne chemikalia do nylonu). Para częściowo topi zewnętrzną "powłokę" części, pozwalając napięciu powierzchniowemu wciągnąć materiał do gładkiego, błyszczącego stanu.
- Zaleta: Sięga kanałów wewnętrznych i skomplikowanych struktur sieciowych.
- Wynik: Można konsekwentnie osiągać wartości Ra poniżej 1,0 μm, często osiągając 0,5 μm w przemysłowych komorach parowych.
Bardziej agresywna wersja wygładzania pary, gdzie część jest na krótko zanurzona w rozpuszczalniku. Jest to trudne do kontrolowania i może prowadzić do utraty dokładności wymiarowej, przez co jest mniej odpowiedni do wysokoprecyzyjnego druku 3D, gdzie trzeba zachować tolerancje ±0,1 mm".
Gdy Ra 0,5 μm jest wymagane dla konkretnych cech funkcjonalnych — takich jak gniazdo łożyska czy szczelna uszczelka — najlepszym podejściem jest wykańczanie CNC.
Poprzez drukowanie 3D części z lekkim "offsetem" (dodatkowym materiałem), a następnie użycie frezarki CNC do obcięcia ostatnich 0,2 mm, łączysz geometryczną swobodę druku 3D z precyzyjnym wykończeniem obróbki. Ta metoda hybrydowa jest standardem dla drukowany w 3D prototyp komponentów samochodowych wymagających precyzyjnego dopasowania metal-plastik.
Zapewnienie jakości: Weryfikacja celu Ra 0,5 μm

W SunOn nie zgadujemy wykończenia powierzchni; weryfikujemy je. Uzyskanie zweryfikowanego Ra 0,5 μm wymaga profesjonalnej metrologii:
- Profilometry: Rylica z diamentowym końcówką jest przeciągana po powierzchni, aby zmapować szczyty i doliny.
- Optyczne mierniki połysku: W przypadku przezroczystych lub polerowanych elementów mierzy się odbicie światła, aby zapewnić estetyczną spójność.
- Inspekcja CMM: Upewnij się, że materiał usunięty podczas polerowania nie wyciągnął części poza okno tolerancyjne.
Tabela podsumowująca: Path to Ra 0,5 μm
Podsumowanie: Prototypowanie i produkcja mostków
Osiągnięcie benchmarku Ra 0,5 μm to właśnie przemienia wydruk 3D w komponent gotowy do produkcji. Niezależnie od tego, czy opracowujesz projekt druku 3D prototyp druku medycznego urządzenia wymagającego powierzchni o niskim tarciu, czy część samochodową wymagającą wykończenia klasy A, sekret tkwi w synergii między odpowiednią technologią a eksperckim postprocessingiem.
SunOn Industrial Group specjalizuje się w tym ekskluzywnym wykończeniu. Nasze podejście oparte na DFM gwarantuje, że Twoje części są projektowane z myślą o ostatecznym wykończeniu, co zmniejsza koszty pracy i gwarantuje, że Twoja od prototypu do produkcji przebiega bezproblemowo.
Potrzebujesz zweryfikowanego wykończenia Ra 0,5 μm do swojego następnego projektu? Skontaktuj się z zespołem inżynierów SunOn już dziś, aby uzyskać kompleksową ocenę DFM i wycenę na precyzyjne wykończenie.