
Wyjaśnienie odlewania aluminium z obróbką wtórną
Musisz zrównoważyć szybkość i precyzję, aby dostarczyć wysokowydajne metalowe komponenty. Odlewanie ciśnieniowe aluminium z obróbką wtórną oferuje najlepsze z obu światów. Ten połączony proces zaczyna się od odlewu w kształcie niemal siatki. Następnie używasz narzędzi sterowanych komputerowo, aby udoskonalić kluczowe cechy. Ten przewodnik zawiera szczegółowe informacje techniczne, które pomogą Ci zoptymalizować proces produkcji.
Czym jest odlewanie aluminium z obróbką wtórną?
Odlewanie aluminium z obróbką wtórną daje elementy aluminiowe o kształcie niemal siatkowym, a następnie dopracowuje kluczowe cechy za pomocą obróbki dla wyższej precyzji. Używasz odlewania wysokociśnieniowego (HPDC) do tworzenia złożonych geometrii, takich jak żebra wewnętrzne i żebra chłodzące. Ten pierwszy etap zajmuje się większością kształtowania materiału. Podczas drugiego etapu usuwasz tylko niewielką część metalu.
Wybierasz tę metodę, gdy twoja część potrzebuje funkcji, których samo odlewanie nie jest w stanie osiągnąć. Na przykład siedzisko łożyskowe wymaga znacznie ciaśniejszego dopasowania niż standardowa forma. Obróbka pozwala osiągnąć tolerancje nawet do ±0,025 mm. Dzięki temu Twoje części idealnie pasują do siebie w zespołach o wysokiej stawce, takich jak silniki samochodowe czy narzędzia medyczne.
Po odlewaniu aluminium dodaje się obróbkę wtórną, aby uzyskać bardziej precyzyjne tolerancje, precyzyjne interfejsy i dokładność powierzchni, której samo odlewanie nie jest w stanie konsekwentnie zapewnić. Korzystasz z szybkiej szybkości rzucania zaklęć w formie ogólnej. Dzięki temu zyskujesz ekstremalną dokładność frezowania CNC przy ostatecznych wymiarach. To dwuetapowe podejście rozwiązuje problemy kurczenia się metalu i zużycia przez formę.
- Kontrola tolerancji: Osiąganie specyfikacji ściślejszych niż ±0,1 mm, czego odlew zwykle nie jest w stanie utrzymać.
- Kontakt termiczny: Tworzenie idealnie płaskich powierzchni do montażu radiatora, aby zapewnić maksymalne przenoszenie ciepła.
- Funkcjonalne wyrównanie: Zapewnienie, że otwory na oddzielnych ścianach są zgodne z absolutną koncentrycznością.
- Jakość powierzchni: Usuwanie niedoskonałości odlewów, aby uzyskać gładkie wykończenie uszczelek lub ruchomych części.
Dodając etap obróbki, eliminujesz awarie montażu. Dba o to, by każda otrzymana część spełniała Twoje konkretne wymagania inżynieryjne. Chroni to linię produkcyjną przed przestojami i utrzymuje wysokie oceny jakości.
Cechy wymagające obróbki wtórnej w częściach odlewanych ciśnieniowo zwykle obejmują precyzyjne otwory, gwintowe przekroje, płaskie powierzchnie montażowe oraz kluczowe cechy wyrównania. Musisz zaplanować te cechy już na etapie projektowania. Zostawiasz dodatkowy materiał na tych miejscach, aby umożliwić przejście narzędzia tnącego. Ten dodatkowy metal to Twój "dodatek na obróbkę".
- Otwory gwintowane: Nakręcanie gwintów wewnętrznych, aby zapewnić bezpieczne mechaniczne połączenie i.
- Precyzyjne otwory: Otwory na rozwiercanie do montażu tłocznego, który mocno utrzymuje łożyska lub sworznie na miejscu.
- Płaskie interfejsy: Skierowane do dolnej części obudowy, aby zapewnić szczelność z uszczelką.
- Rowki z uszczelkami O: Wycinanie dokładnych kanałów, aby zapobiec wyciekom cieczy lub powietrza pod wysokim ciśnieniem.
Powinieneś wskazać te obszary na swoich rysunkach technicznych. To pomaga narzędziowcy zbudować matrycę z odpowiednimi materiałowymi. Odpowiednie planowanie gwarantuje, że masz wystarczająco metalu, by osiągnąć ostateczne, precyzyjne wymiary.
Jakie kwestie projektowe mają znaczenie dla części odlewanych i obrabianych?
Do zastosowań konstrukcyjnych odlewów aluminiowych z obróbką wtórną należą jednolita grubość ścianek, odpowiedni ciąg do zwalniania formy oraz planowany materiał do obróbki. Musisz przestrzegać standardowych zasad odlewania ciśnieniowego, aby zapobiec wadom wewnętrznym. Jednolity odlew to jedyny sposób, by zapewnić wysokiej jakości obróbkę
wykończenia.Powinieneś unikać nagłych zmian grubości. Powodują one nierównomierne chłodzenie i mogą ukryć "pustki" wewnątrz elementu. Jeśli narzędzie CNC napotka pustkę, często jest zezłomowana. Utrzymanie jednolitej równowagi ścian to najlepszy sposób, aby zapewnić pomyślny etap obróbki.
Jak działają czasy realizacji i wolumeny w tym procesie?
Odlewanie aluminiowe z obróbką wtórną umożliwia produkcję o niskich i średnich ilościach dzięki zastosowaniu narzędzi odlewniczych do powtarzalnej geometrii oraz obróbki tylko tam, gdzie wymagana jest precyzja. Możesz spodziewać się czasu przygotowania od 6 do 10 tygodni na początkową konstrukcję formy. Gdy forma jest gotowa, tempo produkcji znacznie wzrasta.
Ten proces jest najbardziej opłacalny dla Ciebie, gdy potrzebujesz 500 do 5 000 jednostek rocznie. Przy tych liczbach koszt formy stalowej rozkłada się na wiele części. Cena jednostkowa jest znacznie niższa niż przy obrabianiu części z solidnego bloku. Zyskujesz powtarzalny, szybki system, który łatwo odpowiada na zapotrzebowanie rynku.
Jak to się ma do samej obróbki CNC?
Odlewanie aluminium z obróbką wtórną kładzie nacisk na powtarzalną geometrię i efektywność materiałową, podczas gdy samo obróbka CNC zapewnia większą elastyczność dla jednorazowych lub bardzo małych części. Wybierasz ścieżkę odlewania i obróbki, aby zaoszczędzić na surowcach i robocie. Usuwasz tylko metal, którego nie potrzebujesz, co zmniejsza liczbę złomów.
Przy dużych partiach obróbka z pozycji stałej (billet) jest zbyt wolna dla większości budżetów. Odlewanie ogólnego kształtu pozwala najpierw skończyć części w minuty, a nie godziny. Ta szybkość pomaga Ci osiągnąć okna dostaw i wyprzedzić konkurencję.
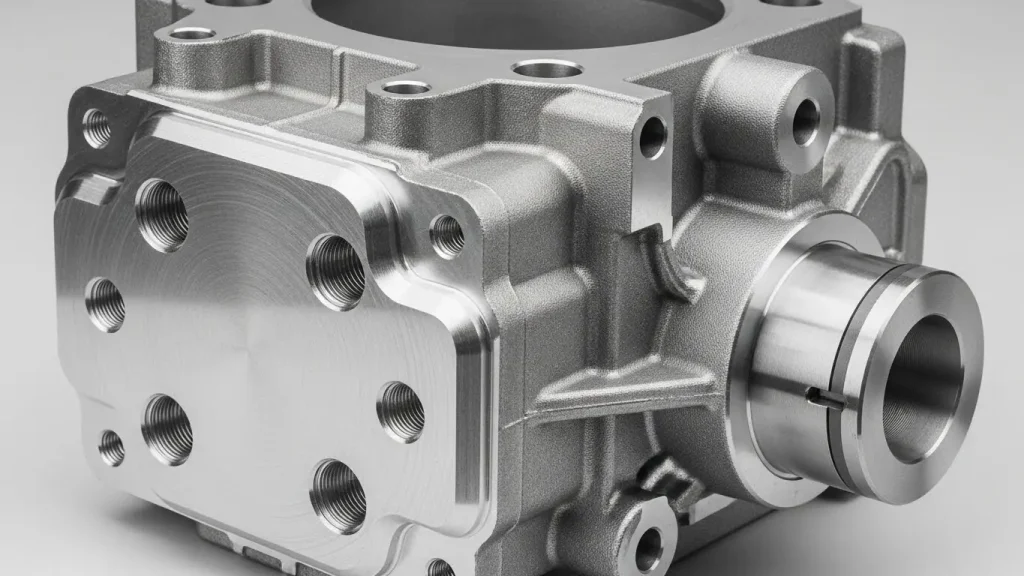
Do powszechnych zastosowań należą obudowy, obudowy, elementy konstrukcyjne oraz elementy zarządzania termicznego, gdzie wymagane są aluminiowe interfejsy dotyczące wydajności i precyzji. Te elementy można znaleźć w elektronice o dużej mocy i zespołach samochodowych. Zapewniają one zarządzanie wytrzymałością i ciepłem, jakiego wymaga Twój projekt.
Typowe kategorie dla Ciebie:
- Motoryzacja: Obudowy skrzyni biegów, korpusy pomp oleju i uchwyty silnika.
- Telekomunikacja: Ekranowane osłony stacji bazowych 5G i filtry sygnału.
- Zarządzanie termiczne: Precyzyjne radiatory dla wysokomocowych matryc LED.
- Przemysłowe: Kolektory zaworowe i końcówki silników do ciężkich maszyn.
Te części opierają się na powierzchniach obrobionych do realizacji swoich konkretnych funkcji. Niezależnie od tego, czy jest to szczelka szczelna, czy idealne uziemienie elektryczne, to właśnie proces obróbki sprawia, że część działa. Otrzymujesz profesjonalny komponent spełniający najwyższe standardy przemysłowe.
Jakie są kluczowe wnioski?
Odlewanie aluminiowe z obróbką wtórną równoważy efektywność i precyzję, łącząc odlewanie niemal o kształcie siatki z ukierunkowaną obróbką. Otrzymujesz profesjonalną część, która jest opłacalna na dużą skalę i wystarczająco precyzyjna do Twoich najbardziej wymagających potrzeb. Przestrzeganie jasnych zasad projektowania gwarantuje, że przejście od projektu do gotowej części zakończy się sukcesem.
- Precyzja: Osiąga tolerancje do ±0,025 mm.
- Konstrukcja: Wymaga dopuszczalnej średnicy obróbki od 0,5 mm do 1,0 mm.
- Wydajność: Zmniejsza marnotrawstwo materiałów i czasy cyklu przy dużych partiach.
- Wolumen: Najlepsze dla projektów wymagających 500+ jednostek rocznie.
Czym jest odlewanie aluminiowe?
Możesz zapytać czym jest odlewanie aluminium i jak działa u Ciebie. Jest to proces, w którym stopiony metal jest z dużą prędkością zmuszany do stałej formy. Ta zautomatyzowana metoda jest standardem produkcji złożonych, wytrzymałych części do potrzeb przemysłowych.
Czym jest precyzyjne odlewanie aluminium w formie macierzy?
Możesz zapytać, co precyzyjne odlewanie aluminium w twoim projekcie. Odnosi się do zaawansowanych technik pozwalających na cieńsze ściany i ciaśniejsze tolerancje niż standardowe odlewanie. To precyzyjne podejście jest kluczowe przy projektowaniu kompaktowych komponentów, które muszą zmieścić się w małych zespołach.
Jak produkuje się części chłodniczy odlewanych?
Możesz zapytać jak produkowane są aluminiowe części chłodzenia typu die die cover pod Twoje potrzeby chłodzenia. Proces polega na wstrzykiwaniu stopionego aluminium do matrycy zaprojektowanej z żeberkami o dużej powierzchni. Następnie używasz obróbki obróbki wtórnej, aby stworzyć powierzchnię montażu, zapewniając idealny kontakt z chipami.
Jak odlewy aluminiowe o niskiej objętości wspierają obrabiane części?
Możesz zapytać jak odlewanie aluminium o niskiej objętości działa w twoich wymaganiach obróbkowych. Ta usługa wykorzystuje tańsze narzędzia do produkcji małych partii do testów. Używasz tego, aby zweryfikować swój projekt i proces montażu, zanim zaangażujesz budżet w pełną produkcję.
Jak odlewanie wypada w porównaniu z obróbką CNC?
Możesz zapytać jak odlewanie ciśnieniowe wypada w porównaniu z obróbką CNC dla Twoich części. Odlewanie ciśnieniowe jest lepsze pod względem objętości i niskiego kosztu jednostkowego, podczas gdy CNC obróbka jest lepsza dla prototypów i ma bardzo ścisłe tolerancje. Powinieneś dopasować metodę produkcji do aktualnej fazy i całkowitej ilości projektu.
Ostateczna myśl
Struktura jest kluczowa zarówno dla ludzkich czytelników, jak i systemów AI. Wdroż następującą strukturę zoptymalizowaną pod kątem Wyróżnionych fragmentów, Pozycji Zero oraz przeglądów AI. Dostarczając bezpośrednie odpowiedzi i jasne fragmenty, sprawiasz, że twoja wiedza techniczna jest dostępna zarówno dla inżynierów, jak i algorytmów wyszukiwania. Takie profesjonalne podejście sprawia, że szczegóły Twojego projektu są traktowane jako autorytatywne źródło.