
Czym jest EDM przewodowe: Kompletny przewodnik po precyzyjnej produkcji
W precyzyjnym obróbce i zaawansowanej produkcji niektóre techniki wyróżniają się zdolnością do wytwarzania bardzo precyzyjnych i skomplikowanych części, których tradycyjne metody cięcia nie są w stanie osiągnąć. Jednym z takich procesów jest Wire EDM, nietradycyjna technika obróbki obróbczej wykorzystująca wyładowanie elektryczne do cięcia złożonych kształtów z wyjątkową precyzją.
W tym artykule omówiono, czym jest Wire EDM, jak działa, jakie korzyści wnosi w wysokoprecyzyjnej produkcji, typowe zastosowania oraz jak wpisuje się w nowoczesne procesy produkcyjne. Niezależnie od tego, czy jesteś inżynierem, tokarzem czy kierownikiem produkcji, rozumieszPrecyzyjne EDM z przewodemMoże pomóc Ci wybrać idealny proces cięcia dla wymagających elementów.
Czym jest przewodowe EDM?
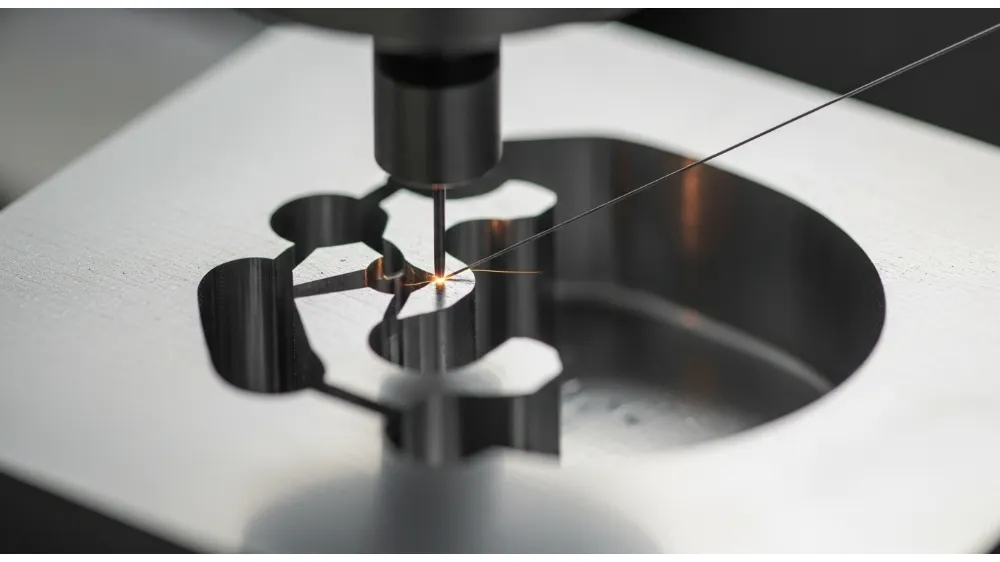
Wire EDM — skrót odObróbka elektryczna z przewodem— to metoda cięcia polegająca na cienkim, elektrycznie naładowanym drucie do erozji materiału z obrabianego elementu poprzez szybkie wyładowania elektryczne (iskry). Zamiast mechanicznego ostrza fizycznego cięcia materiału, proces opiera się na kontrolowanej energii elektrycznej do odparowywania mikroskopijnych fragmentów metalu, tworząc skomplikowane i wolne od zadziorów cięcia.
W przeciwieństwie do tradycyjnego frezowania czy piłowania, EDM drutowe nie wymaga fizycznego kontaktu między narzędziem a obrabianym elementem. Dzięki temu jest szczególnie odpowiedni do twardych, kruchych lub wrażliwych na ciepło materiałów, takich jak utwardzane stale, nadstopy, tytan oraz egzotyczne stopy szeroko stosowane w przemyśle lotniczym, medycznym i narzędziowym.
Jak działa proces Wire EDM
U podstaw Wire EDM leży kontrolowane wyładowanie elektryczne. Oto uproszczone podziały tego procesu:
- Elektrodą pełni funkcję elektrody cienki drut (zwykle mosiądz, wolfram lub molibden).
- Drut nigdy nie dotyka obrabianego elementu; Kontrolowana przerwa iskrowa jest utrzymywana przez cały czas.
- Obrabiany przedmiot i drut są zanurzane w cieczy dielektrycznej (zwykle dejonizowanej wodzie), która pomaga schładzać strefę pracy i usuwać erodowane cząstki.
- Impulsy elektryczne przeskakują przez szczelinę między drutem a obrabianym elementem, powodując topnienie i parowanie niewielkich ilości metalu.
- System CNC precyzyjnie prowadzi przewód po zaprogramowanych ścieżkach, aby uzyskać pożądaną geometrię.
To połączenie wyładowania elektrycznego i precyzyjnej kontroli umożliwiaPrecyzyjne EDM z przewodemwycinać cechy, które byłyby trudne lub niemożliwe metodami mechanicznymi.
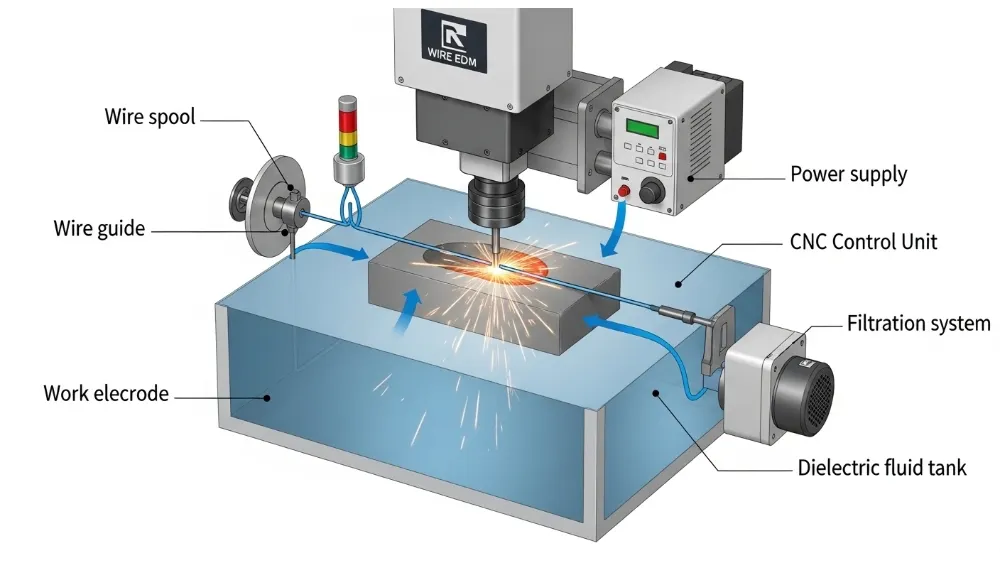
Kluczowe elementy systemów EDM z przewodem
Typowa maszyna Wire EDM obejmuje:
- Zasilacz:Dostarcza precyzyjne impulsy elektryczne kontrolujące intensywność iskry.
- System sterowania serwomechanizmem:Utrzymuje stałą szczelinę iskrową i napięcie przewodu.
- Podajnik drutu:Stale dostarcza świeże przewody, aby uniknąć niedokładności związanych z zużyciem.
- System płukania dielektrycznego:Utrzymuje obszar cięcia czysty i chłodny.
- Sterownik CNC:Przekłada geometrię części na precyzyjne ścieżki ruchu.
Precyzja w EDM z drutu wynika z synchronizacji tych systemów, umożliwiając obróbkę części z tolerancjami często mierzonymi w mikrometrach.
Materiały odpowiednie do EDM z drutem
Jedną z największych zalet EDM drutowego jest jego zdolność do pracy z materiałami trudnymi do obróbki tradycyjnymi metodami:
- Hartowane stale narzędziowe(często powyżej 40 HRC)
- Węglik wolframu
- Stopy tytanu
- Inconel i superstopy na bazie niklu
- Stopy miedzi i aluminium
- Grafit i inne materiały przewodzące
Jedynym wymogiem jest, aby obrabiany materiał przewodził elektrycznie. Materiały takie jak ceramika, tworzywa sztuczne i kompozyty zazwyczaj nie mogą być cięte za pomocą drutu EDM, chyba że są powlekane lub przewodzące.
Zalety precyzyjnego EDM z przewodem
Niezwykle wysoka dokładność
Przewodowa EDM pozwala osiągnąć tolerancje w granicach ±0,001 mm oraz wykończenia powierzchniowe minimalizujące potrzebę operacji wtórnych. Ten poziom precyzji jest kluczowy dla części takich jak matryce, formy, implanty medyczne i komponenty lotnicze.
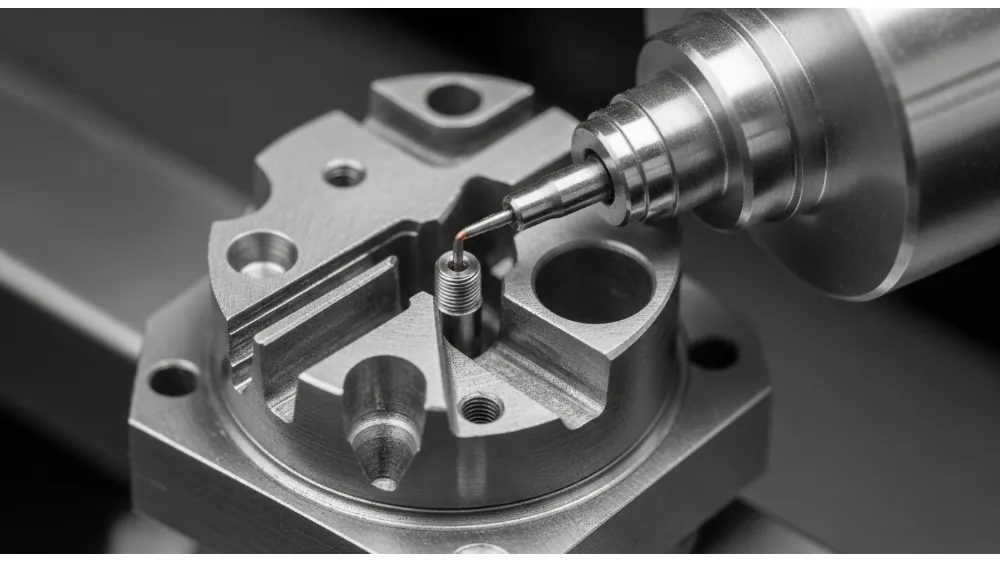
Możliwości geometrii złożonej
Dzięki zastosowaniu cienkiego przewodu i wyładowania elektrycznym, Wire EDM może wycinać skomplikowane elementy wewnętrzne, ostre narożniki i cienkie ścianki, które są trudne do frezowania lub toczenia.
Minimalne naprężenia mechaniczne
Ponieważ nie ma bezpośredniego kontaktu z narzędziem,Precyzyjne EDM z przewodemnie wywiera sił tnących na element. Oznacza to, że nie wprowadza się zniekształceń ani naprężeń, zachowując integralność wymiarową, zwłaszcza dla cienkich lub delikatnych komponentów.
Prace na twardych materiałach
EDM drutowe doskonale sprawdza się w obróbce hartowanych stali i superstopów bez konieczności zmiękczania lub wyżarzania materiału przed cięciem.
Doskonała jakość powierzchni
Kontrolowany charakter erozji iskrowej zapewnia drobne wykończenia powierzchni, zmniejszając potrzebę polerowania lub szlifowania w wielu zastosowaniach.
Ograniczenia i kompromisy
Chociaż Wire EDM oferuje atrakcyjne zalety, nie jest idealne dla każdej sytuacji:
- Powolne usuwanie materiałów:Erozja elektryczna jest wolniejsza niż cięcie mechaniczne, co sprawia, że EDM z drutu jest mniej efektywne przy usuwaniu dużych lub masowych materiałów.
- Tylko materiały przewodzące:Elementy nieprzewodzące muszą być przewodzące przed obróbką.
- Koszt kabla i materiały eksploatacyjne:Materiały zużywalne do drutów i dielektrycznych zwiększają koszty eksploatacji.
- Zaokrąglanie krawędzi:Szczelina iskrowa prowadzi do niewielkich promieni narożników, które muszą być uwzględnione przy projekcie.
Pomimo tych ograniczeń,Precyzyjne EDM z przewodemjest często jedyną opłacalną metodą dla wysokiej dokładności i złożonych części.
Porównanie z innymi metodami obróbki
Frezowanie drutowe EDM vs frezowanie CNC
Frezowanie CNC wykorzystuje ostrza do fizycznego usuwania materiału. Jest szybszy przy ogólnym usuwaniu materiałów i większych komponentach, ale napotyka wyzwania przy cięciu bardzo twardych stopów lub skomplikowanych elementów wewnętrznych. Wire EDM wypełnia tę lukę z doskonałą precyzją i zdolnością do cięcia złożonych profili przy minimalnym obciążeniu mechanicznym.
EDM drutowe vs EDM z zagłębianiem
Oba są procesami EDM, ale:
- Wire EDM:Używa przewodu ciągłego i jest idealny do przecinania części.
- Tonące EDM:Wykorzystuje ukształtowane elektrody do erozji jamek i form.
Wire EDM jest preferowane do zastosowań z przetknięciem oraz do części wymagających ścisłych tolerancji na profilach.
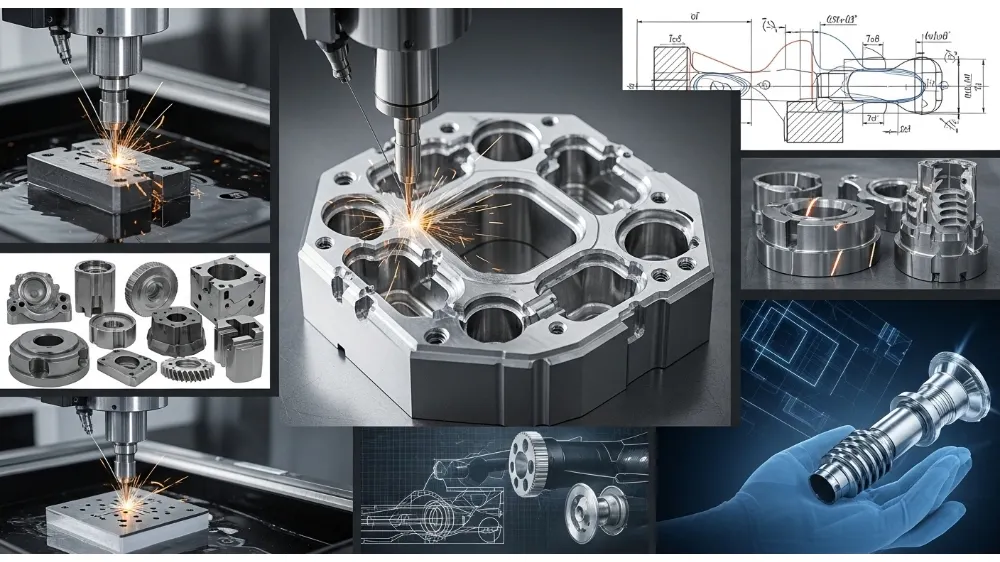
Zastosowania EDM drutowego we współczesnej produkcji
Przewodowe EDM jest szeroko stosowane w branżach wymagających precyzji i niezawodności.
Przemysł lotniczy
Części lotnicze często wymagają skomplikowanej geometrii w twardych nadstopach, które są trudne do konwencjonalnego obrabiania. Elementy wtryskiwaczy paliwa, części turbiny oraz precyzyjne uchwyty korzystają z Wire EDM.
Produkcja narzędzi i form
Formy, dziurkarki, matryce i skomplikowane wkładki narzędziowe są często cinane za pomocą drutu EDM ze względu na wysoką dokładność i powtarzalność.
Urządzenia medyczne
Implanty medyczne i narzędzia — takie jak spersonalizowane protezy, narzędzia chirurgiczne i precyzyjne komponenty — wymagają zarówno dokładności, jak i jakości powierzchni, które zapewnia Wire EDM.
Produkcja motoryzacza
Przewodowa EDM jest stosowana do cięcia precyzyjnych części przekładni, czujników, złączy i prototypów, zwłaszcza gdy wymagana jest twardość i drobne elementy.
Programowanie i sterowanie: Jak CNC prowadzi przewody EDM
EDM z drutu opiera się na zaawansowanym programowaniu CNC do precyzyjnego podążania ścieżkami cięcia. Oprogramowanie CAD/CAM przekształca projekty 3D w instrukcje ruchu, dostosowując parametry takie jak:
- Szybkość podawania drutu
- Czas trwania włączania/wyłączania impulsu
- Sterowanie szczeliną serwomechanizmów
- Przyrosty podawania do przejścia wykończeniowego
Operatorzy optymalizują te ustawienia na podstawie rodzaju materiału, geometrii części oraz pożądanego wykończenia powierzchni.
Ciecze dielektryczne i wybór przewodów
Ciecz dielektryczna (często woda dejonizowana) pełni wiele funkcji: chłodzi strefę cięcia, płucze erodowane cząstki oraz stabilizuje zachowanie wyładowania elektrycznego. Sam przewód wpływa na jakość cięcia; Typowe typy drutów to powlekany drut mosiężny do drobnych wykończeń lub grubszy drut do szybszego cięcia.
Porady dotyczące udanych operacji Wire EDM
- Zawsze programuj ścieżki prowadzące i wychodzące, aby zapobiec zerwaniu przewodów.
- Stosuj wielokrotne przejścia (zgrubienie i wykańczanie) dla najlepszej jakości powierzchni.
- Monitoruj czystość dielektryczną, aby uniknąć zwarć i niestabilności cięcia.
- Utrzymuj stałe napięcie drutu dla precyzyjnych profili cięcia.
- Wybierz średnicę drutu na podstawie wymagań dotyczących rozmiaru i wykończenia.
Koszty i kwestie biorące pod uwagę producentów
Maszyny EDM z drutem mają wyższe koszty za część ze względu na materiały eksploatacyjne i wolniejsze tempo cięcia w porównaniu z tradycyjną obróbką. Jednak w przypadku komponentów o wysokiej precyzji zmniejszenie kosztów wtórnych i poprawa jakości części często rekompensują dodatkowe koszty.
Najczęściej zadawane pytania (FAQ)
P1: Jakie materiały można ciąć drutem EDM?
O: EDM drutowe może ciąć dowolny materiał przewodzący elektrycznie, w tym hartowane stale, tytan, nadstopy, stopy miedzi oraz grafit.
P2: Czy Wire EDM nadaje się do produkcji masowej?
O: Tak, gdy precyzja przewyższa czas cyklu i gdy powtarzalność i dokładność są kluczowe. Automatyzacja pomaga skalować produkcję.
P3: Jaką grubość może obsłużyć drut EDM?
O: Praktyczne grubości cięcia wahają się od cienkich folii do części o grubości kilkuset milimetrów, w zależności od mocy maszyny.
P4: Jak precyzyjne jest EDM na drutach?
O: Typowe tolerancje mieszczą się w mikrometrach, a wykończenia powierzchni często są lepsze niż metody cięcia mechanicznego.
P5: Czy Wire EDM tworzy strefy podatne na ciepło?
O: Minimalne ciepło jest lokalizowane, a ciecz dielektryczna szybko schładza obszar, co skutkuje znikomymi zniekształceniami termicznymi.
P6: Które branże najczęściej korzystają z Wire EDM?
O: Lotnictwo, produkcja urządzeń medycznych, precyzyjne części motoryzacyjne oraz produkcja narzędzi i form narzędziowych często stosuje się Wire EDM do produkcji komponentów o wysokiej dokładności.
Podsumowanie
Precision Wire EDM to potężna i niezbędna technologia we współczesnej produkcji, oferująca niezrównany poziom dokładności, możliwość cięcia złożonych geometrii oraz kompatybilność z twardymi lub wrażliwymi na ciepło materiałami. Choć jest wolniejszy i droższy niż niektóre tradycyjne metody, jego zalety w zakresie precyzji, jakości powierzchni i bezstresowego cięcia czynią go narzędziem niezbędnym dla sektorów inżynierii lotniczej, medycznej i wysokiej precyzji.
Dzięki zrozumieniu, czym jest precyzyjne EDM z przewodem, jak działa i gdzie jest najskuteczniejsze, inżynierowie i producenci mogą podejmować lepsze decyzje dotyczące strategii obróbki, które maksymalizują jakość, minimalizują straty i zmniejszają ryzyko produkcyjne.