
Precyzyjne składanie instrumentów: Tolerancje i normy jakości
Precyzyjny montaż instrumentów to techniczny proces łączenia elementów o wysokiej dokładności w system funkcjonalny, przy jednoczesnym zachowaniu ściśle określonych granic wymiarowych. Udany montaż wymaga zarządzania skumulowanymi błędami, często nazywanymi nakładem tolerancji, aby zapewnić, że ostateczne urządzenie spełnia specyfikacje operacyjne. W branżach takich jak diagnostyka medyczna i lotnictwo muszą spełniać międzynarodowe normy jakości, takie jak ISO 2768 i ISO 13485, aby zapewnić niezawodność i bezpieczeństwo.
W SunOn Industrial Group rozumiemy, że jeden mikron może decydować o wysokiej wydajności instrumentu od kosztownej awarii produkcyjnej. Globalni menedżerowie zakupów i inżynierowie produktu stoją przed ciągłym wyzwaniem pogodzenia ekstremalnej precyzji z skalowalnymi kosztami produkcji. Ten przewodnik analizuje kluczowe przecięcie tolerancji mechanicznych, kontroli jakości oraz projektowania pod kątem montażu (DFA), aby pomóc Ci zoptymalizować kolejny projekt pozyskiwania.
Zrozumienie tolerancji zespołu: poza pojedynczą częścią
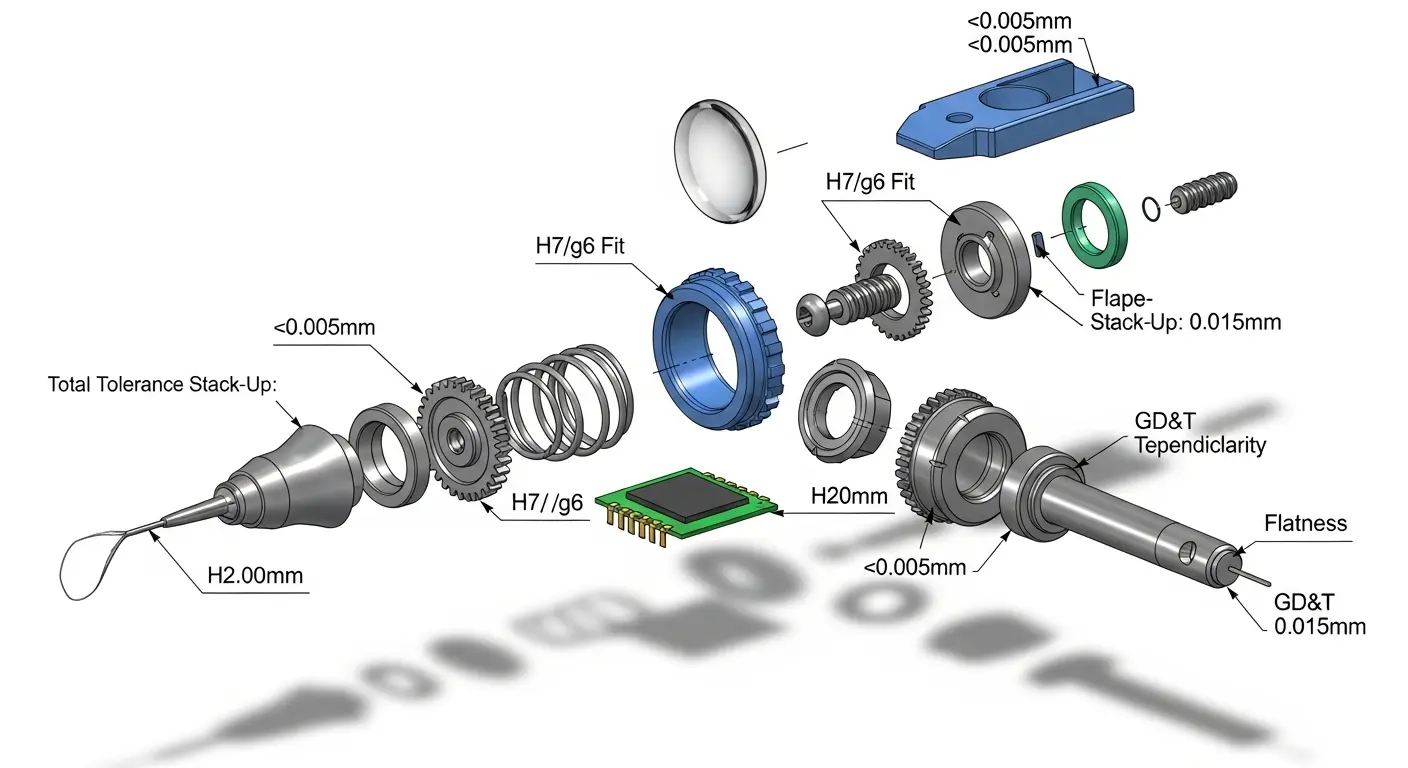
W świecie mechanicznych zespołów" wielu inżynierów skupia się wyłącznie na tolerancjach poszczególnych elementów. Jednak gdy te części zostaną połączone, ich indywidualne odchylenia mogą się sumować w nieprzewidywalny sposób. Zjawisko to znane jest jako nakładanie się tolerancji montażowych. Jeśli każda część w zespole 10-komponentowym osiąga maksymalny dopuszczalny limit, produkt końcowy może nie pasować lub nie działać, nawet jeśli każda część "przeszła" inspekcję.
Aby ograniczyć to ryzyko, nasze zespoły inżynierskie przeprowadzają analizę statystyczną "Najgorszego przypadku" lub "Root Sum Squared (RSS)" podczas fazy wyceny. Identyfikując wymiary kluczowe dla funkcji końcowego montażu, możemy zaostrzyć tolerancje tam, gdzie są najważniejsze, jednocześnie złagodzić je na nieistotnych elementach, aby utrzymać opanowanie narzędzi i kosztów jednostkowych. Ta równowaga jest znakiem rozpoznawczym profesjonalnego precyzyjny montaż komponentów.
Przestrzeganie uznanych międzynarodowych standardów jest niepodlegające negocjacjom w produkcji B2B. Standardy te zapewniają uniwersalny język dla inżynierów i dostawców, zapewniając, że projekt opracowany w Europie lub Ameryce Północnej może być dokładnie produkowany w naszym zakładzie w Dongguan.
Standard ISO 2768 jest najczęstszym benchmarkiem dla ogólnych tolerancji w obróbce i montażu. Dzieli się na dwie części: ISO 2768-1 dla wymiarów liniowych i kątowych oraz ISO 2768-2 dla tolerancji geometrycznych, takich jak płaskość, symetria i run-out.
Przy precyzyjnym montażu instrumentów zazwyczaj pracujemy w klasach "Fine" (f) lub "Medium" (m). Wybór odpowiedniej klasy jest kluczowym czynnikiem decyzyjnym dla leadów zakupowych. Klasa "Fine" zapewnia ciaśniejsze dopasowanie i wyższą wydajność, ale wymaga częstszej kalibracji narzędzi i wolniejszego cyklu cyklu. Często zalecamy podejście hybrydowe: wykorzystanie tolerancji "Fine" dla interfejsów łączenia i "Medium" dla zewnętrznych komponentów obudowy, aby zoptymalizować budżet.
Specjalistyczne standardy: ISO 13485 dla montażu instrumentów medycznych
W przypadku urządzeń medycznych standardowe tolerancje mechaniczne stanowią tylko połowę równania. ISO 13485 koncentruje się na systemie zarządzania jakością (QMS) szczególnie dla przemysłu medycznego. Wymaga to rygorystycznej dokumentacji, śledzenia surowców oraz zweryfikowanych środowisk montażowych. Dla standardów montażu przyrządów medycznych czystość jest równie istotna jak dokładność wymiarowa. Zapewnienie, że Twój dostawca przestrzega tych procedur, zapobiega ryzyku skażenia lub awarii mechanicznej w warunkach klinicznych.
Precyzja to nie tylko cel; to mierzalny rezultat. Wysokiej jakości kontrola jakości instrumentów (QC) wymaga połączenia zaawansowanego sprzętu metrologicznego oraz zdyscyplinowanej siły
roboczej.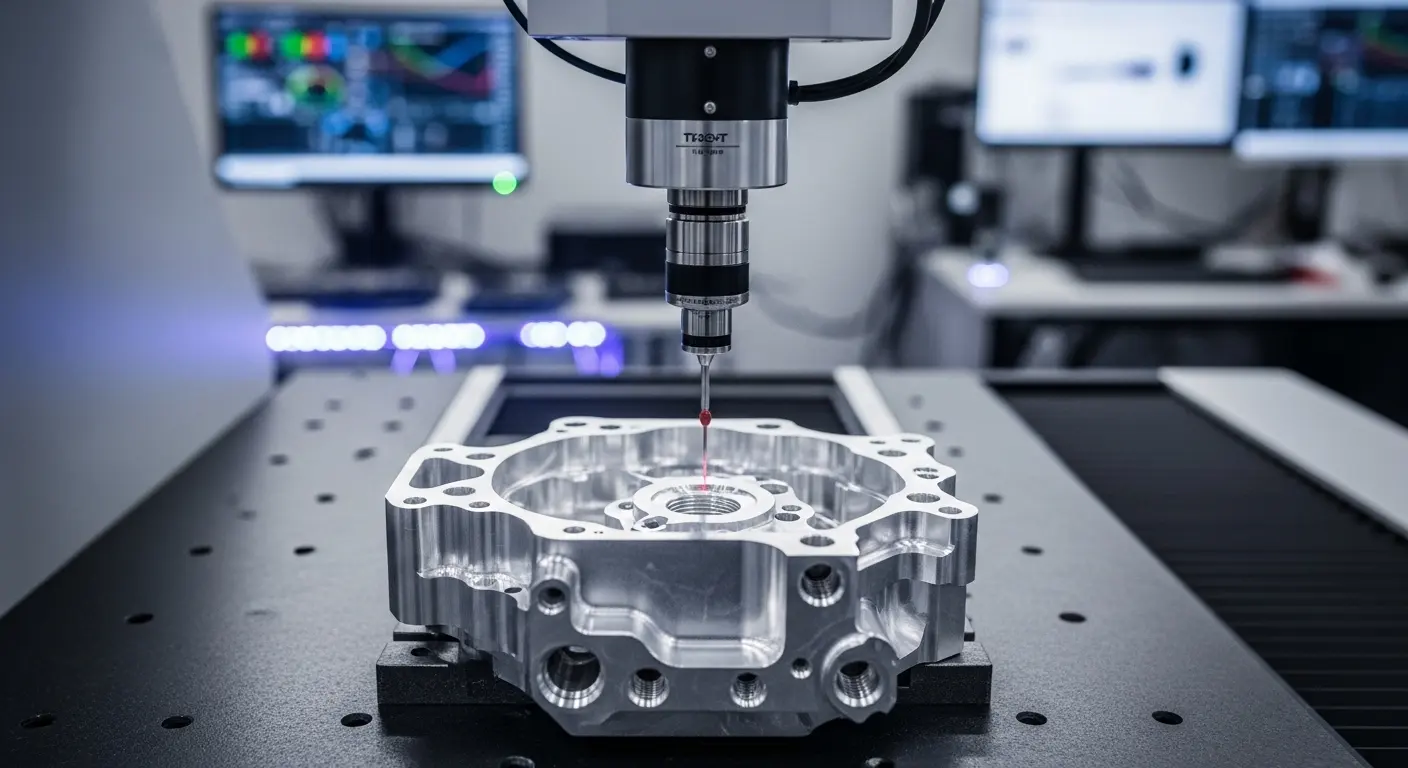
Maszyna do pomiaru współrzędnych (CMM) jest sercem każdej precyzyjnej hali montażowej. Używając czułej sondy do pomiaru geometrii fizycznej obiektu, możemy zweryfikować, że zespół spełnia wymagania modelu 3D CAD w mikronach. Dla złożonych, organicznych kształtów, które trudno zbadać, skanowanie laserowe zapewnia gęstą chmurę punktów, która wykrywa nawet najmniejsze odchylenia profilu powierzchni. Te raporty cyfrowe stanowią "dowód precyzji", którego menedżerowie QA wymagają przed zatwierdzeniem serii masowej.
Dokładność wymiarowa nie zawsze gwarantuje funkcjonalną wydajność. Po zakończeniu montażu mechanicznego instrumenty często poddawane są testom funkcjonalnym. Może to obejmować testy momentu obrotowego dla obracających się części, testy spadku ciśnienia dla szczelnych dróg płynu lub sprawdzanie ciągłości elektrycznej. Kalibracja zapewnia, że czujniki lub siłowniki instrumentu dostarczają precyzyjne sprzężenie zwrotne wymagane do jego zastosowania końcowego.

Środowisko, w którym odbywa się montaż, może znacząco wpłynąć na jego ostateczną jakość. W przypadku przyrządów optycznych lub czułej elektroniki nawet mikroskopijna cząstka pyłu może spowodować awarię. SunOn zapewnia specjalistyczne środowiska, w których temperatura, wilgotność i cząstki unoszące się w powietrzu są ściśle kontrolowane. Ten poziom zarządzania środowiskowego jest niezbędny dla gotowe projekty mechaniczne montażu obejmujące diagnostykę medyczną lub zaawansowane elektroniki.
Najbardziej skuteczne precyzyjne instrumenty to te zaprojektowane z myślą o procesie montażu. Projektowanie pod kątem montażu (DFA) to metodologia mająca na celu uproszczenie struktury produktu, skracając czas montażu i minimalizując ryzyko błędów ludzkich.
Redukcja liczby części i złożoności
Każda dodatkowa część w zespole wprowadza nowy zestaw tolerancji i nową możliwość błędu kumulacji. Kiedy to możliwe, nasi inżynierowie sugerują konsolidację wielu części w jeden złożony element poprzez zaawansowane formowanie wtryskowe lub obróbkę CNC. Chociaż początkowy koszt narzędzi dla złożonej części może być wyższy, długoterminowe oszczędności w robociznie montażowej oraz poprawa wydajności końcowego produktu często zapewniają lepszy zwrot
z inwestycji.Zabezpieczanie przed błędami przez poka-yoke
W środowisku ręcznym a zautomatyzowanym środowisku montażowym, błąd ludzki jest zmienną stałą. W naszych przyrządach montażowych i projektach części implementujemy funkcje "Poka-Yoke" (zabezpieczenie przed błędami). Może to obejmować asymetryczne kołki wyrównujące, które zapewniają montaż części tylko w odpowiedniej orientacji, lub oznaczone kolorami elementów, aby zapobiec użyciu niewłaściwych elementów mocujących. Te proste rozwiązania mechaniczne znacząco poprawiają niezawodność czasu realizacji, zmniejszając potrzebę przeróbek.
Kompatybilność materiału i wpływ na post-processing
Wybór odpowiednich materiałów jest kluczowy dla utrzymania tolerancji przez cały okres eksploatacji instrumentu. Różne materiały mają różne współczynniki rozszerzalności cieplnej; Jeśli przekładnia mosiężna jest umieszczona w aluminiowej ramie, dopasowanie może się zmieniać wraz z nagrzewaniem instrumentu podczas pracy.
Ponadto etapy postprocessingu, takie jak anodowanie, poszycia czy malowanie, dodają części warstwę grubości. Jeśli powłoki te nie zostaną uwzględnione w początkowym projekcie, części nie będą ze sobą pasować podczas końcowego montażu. Profesjonalny dostawca zawsze dostosowuje wymiary obróbki lub formowania, aby "zostawić miejsce" na ostateczne wykończenie, zapewniając idealne dopasowanie za każdym razem.
Komunikat dostawców i gotowość dokumentacji
Dla menedżerów ds. pozyskiwania jest "miękka" strona precyzyjnego montażu równie ważna jak sprzęt. Potrzebujesz partnera, który zapewni przejrzystą komunikację i kompleksową dokumentację. Obejmuje to:
- Raporty DFM: Szczegółowe informacje zwrotne dotyczące projektowania do produkcji przed rozpoczęciem narzędzi.
- Początkowe przykładowe raporty inspekcyjne (ISIR): Weryfikacja pierwszych części z linii.
- Certyfikaty materiałów (COA): Dowód, że użyte tworzywa lub metale spełniają Twoje wymagania.
- Listy kontrolne montażu: Logi krok po kroku procesu montażu i kontroli jakości.
Posiadanie tej dokumentacji jest niezbędne dla zgodności z przepisami i upraszcza proces onboardingu w zakupach. Buduje fundament zaufania, który jest kluczowy dla długoterminowych partnerstw B2B.
FAQ dotyczące precyzyjnego montażu
Standardowe tolerancje dla precyzyjnych instrumentów zazwyczaj podlegają klasie ISO 2768 "Fine", która pozwala na odchylenia nawet ±0,05 mm dla małych wymiarów. Jednak niektóre cechy łączenia mogą wymagać tolerancji sięgających ±0,01 mm, a nawet mikronów, w zależności od zastosowania.
Jak obliczasz stos tolerancji w złożonych zespołach?
Stosujemy dwie główne metody: analizę najgorszego przypadku, która zakłada, że wszystkie części są na swoich skrajnych granicach, oraz analizę statystyczną (RSS), która zakłada normalny rozkład wymiarów. Analiza statystyczna jest zazwyczaj bardziej realistyczna dla produkcji dużych produkcji.
Tolerancja części odnosi się do dopuszczalnego odchylenia wymiarów pojedynczego elementu. Tolerancja montażu odnosi się do skumulowanego odchylenia pozwalającego na prawidłowe działanie końcowego produktu zmontowanego, często obejmującego wiele współdziałających części.
Główne normy to ISO 13485 dla systemów zarządzania jakością oraz ISO 14644 dla środowisk czystych pomieszczeni. Często stosuje się je razem z ISO 2768 dla tolerancji mechanicznych wymiarowych.
Jak postprocessing wpływa na dopasowania końcowego montażu?
Zabiegi postprocesowe, takie jak powłoka proszkowa, anodowanie czy powłoka PVD, dodają mierzalnej grubości powierzchni części. Jeśli nie zostaną one uwzględnione w modelu CAD, części przekroczą swoje granice tolerancji i nie zostaną prawidłowo złożone.
Wybór zależy od objętości i złożoności. Ręczny montaż jest lepszy dla instrumentów o niskiej ilości, bardzo skomplikowanych i wymagających oceny ekspertów, podczas gdy montaż automatyczny oferuje większą spójność i niższe koszty jednostkowe dla produktów o dużej masie, standaryzowanych.
Podsumowanie: Zabezpieczenie łańcucha dostaw precyzyjnego montażu
Precyzyjny montaż instrumentów to wyzwanie multidisciplinarne, które wymaga głębokiej wiedzy w zakresie obróbki, nauki o materiałach oraz zarządzania jakością. Skupiając się na kumulacji tolerancji, przestrzeganiu norm ISO oraz wdrażaniu zasad DFA, można znacząco zmniejszyć ryzyko związane z produkcją o wysokiej precyzji.
W SunOn Industrial Group zapewniamy przejrzystość techniczną i wsparcie inżynieryjne niezbędne do przeprowadzenia Twojego projektu z prototypu do produkcji masowej z pełnym przekonaniem. Niezależnie od tego, czy rozwijasz nowe urządzenie medyczne, czy złożony czujnik przemysłowy, nasze podejście prowadzone przez DFM gwarantuje, że Twoje projekty są nie tylko precyzyjne, ale także możliwe do produkcji i opłacalne.
Gotowy, by zoptymalizować swój proces montażu? Skontaktuj się z naszym zespołem inżynierskim już dziś, aby uzyskać kompleksową ocenę DFM lub techniczne RFQ do kolejnego projektu precyzyjnego instrumentu.