
Proces formowania wtryskowego tworzyw sztucznych: przewodnik krok po kroku
Etapy procesu formowania wtryskowego tworzyw sztucznych stanowią wysoce zaawansowany proces, który przekształca surowe granulki polimerowe w precyzyjne, wysokowydajne części. Ta technika produkcji jest fundamentem nowoczesnej produkcji, odpowiedzialna za wszystko – od strzykawek medycznych po komponenty na desce rozdzielczej samochodów. Dzięki zrozumieniu niuansów mechanicznych każdego etapu — od zaciskania i wtrysku po chłodzenie i wyrzut — inżynierowie mogą optymalizować czas cyklu i znacząco obniżyć koszty produkcji. Ten definitywny przewodnik rozkłada na czynniki pierwsze złożoną drogę od żywicy do rzeczywistości, zapewniając, że Twój projekt osiągnie maksymalną efektywność i integralność konstrukcyjną.
Czym jest proces formowania wtryskowego tworzywa
sztucznego?Proces wtrysku tworzyw sztucznych to cykliczna metoda produkcji, w której stopiony plastik jest pod wysokim ciśnieniem wymuszany do specjalnie zaprojektowanej metalowej formy. Gdy materiał ostygnie i zastygnie w kształcie wnęki, forma otwiera się, aby wyrzucić gotową część. Proces ten ceniony jest za zdolność do produkcji tysięcy identycznych, złożonych komponentów z wysoką dokładnością wymiarową i minimalną stratą odpadów.
W ciągu dwóch dekad pracy na hali fabrycznej widziałem, jak wielu projektantów traktuje ten proces jak "czarną skrzynkę". Wkładają CAD i oczekują wyjęcia części. Jednak rzeczywistość jest znacznie bardziej namacalna. Pamiętam projekt dla marki wysokiej klasy elektroniki użytkowej, gdzie części wychodziły z regularnymi "srebrnymi smugami" lub rozprzestrzenianiem się. Analizując etapy procesu formowania wtryskowego tworzywa sztucznego, zauważyliśmy, że żywica nie była suszona przez wymagane cztery godziny w temperaturze 80°C. Ten drobny błąd w "pre-stepie" kosztował klienta trzy dni przestoju. Proces jest tak silny, jak jego najsłabsze ogniwo.

Jakie są podstawowe kroki procesu formowania wtryskowego tworzywa
sztucznego?Podstawowe etapy procesu formowania wtryskowego tworzyw sztucznych składają się z sześciu kluczowych etapów: zaciskanie, wtrysk, zatrzymywanie (zatrzymywanie formy), chłodzenie, otwieranie formy oraz wyrzucanie. Cała ta sekwencja, znana jako "cykl formowania", zazwyczaj trwa od 10 sekund do dwóch minut, w zależności od grubości ścianki części i właściwości termicznych użytego materiału.
Wydajność w formowaniu mierzy się w sekundach. Jeśli dzięki lepszemu zarządzaniu temperaturą skrócisz cykl o dwie sekundy z cyklu 30 sekund, zwiększysz dzienną produkcję o prawie 7%. W przypadku projektów o dużym wolumenie ta efektywność jest różnicą między dochodowym przedsięwzięciem a obciążeniem finansowym.
6 głównych etapów cyklu formowania
| Czas trwania etapu | Funkcja | |
| podstawowa 1. Zaciskanie | 1 - 5 sekund | Zabezpiecza obie połówki formy pod ogromnym ciśnieniem. |
| 2. Wtrysk | 1 - 10 sekund | Śruba przesuwa się do przodu, aby wcisnąć stopioną żywicę do komory. |
| 3. Mieszkanie | 2 - 15 sekund | Utrzymuje ciśnienie, aby zapewnić całkowite wypełnienie jamy. |
| 4. Chłodzenie | 10 - 60+ sekund | Najdłuższy etap; pozwala części na zastygnięcie. |
| 5. Otwarcie | 1 - 5 sekund | Poruszająca się płyta rozdziela połowy formy. |
| 6. Wyrzucenie | 1 - 5 sekund | Mechaniczne kołki wypychają część z formy. |
Dlaczego stopień zaciskania jest kluczowy dla jakości części?
Etap zaciskania jest kluczowy, ponieważ zapobiega "błyskowi" — nadmiarowi plastiku wyciekającemu z szwów formy — poprzez zastosowanie wystarczającej siły hydraulicznej lub elektrycznej, by przeciwdziałać wysokiemu ciśnieniu płynnego plastiku. Jeśli siła zaciskania jest zbyt mała, połowy formy mogą się lekko rozdzielić; Jeśli jest zbyt wysoko, może uszkodzić pleśń lub kanały wentylacyjne, prowadząc do powstania uwięzionego gazu i śladów oparzenia.
Obliczenie wymaganej tonażu to precyzyjna nauka. Zazwyczaj potrzebujesz od 2 do 5 ton siły zaciskowej na każdy cal kwadratowy "przewidywanej powierzchni" części. Jeśli formujesz plastikową część do formowania wtryskowego o dużej powierzchni, potrzebujesz maszyny o dużej mocy, aby mocno zamknąć narzędzie.
Jak etap wtrysku wpływa na integralność strukturalną?
Stopień wtrysku wpływa na integralność strukturalną, kontrolując "front topnienia" podczas wchodzenia do formy; jeśli prędkość wtrysku jest zbyt wolna, plastik może przedwcześnie ostygnąć, powodując tzw. "krótkie strzały". Jeśli jest zbyt szybki, tarcie może powodować "ciepło ścinające", które degraduje łańcuchy polimerowe i osłabia właściwości mechaniczne końcowej części.
Podczas wstrzykiwania śruba tłokowa działa jak tłok. To nie tylko kwestia szybkości; Chodzi o "profilowane" zastrzyki. Nowoczesne maszyny pozwalają nam powoli rozpocząć wtrysk, aby zapobiec wylewaniu się strumienia, przyspieszać, by wypełnić większość wnęki, a następnie zwalniać, gdy forma osiąga pełną pojemność. Ten poziom kontroli jest niezbędny dla złożonych metod formowania wtryskowego 2k formowania wtryskowego, gdzie do tej samej przestrzeni wtryskane są dwa różne materiały.
Co dzieje się podczas etapów zamieszkania i chłodzenia?
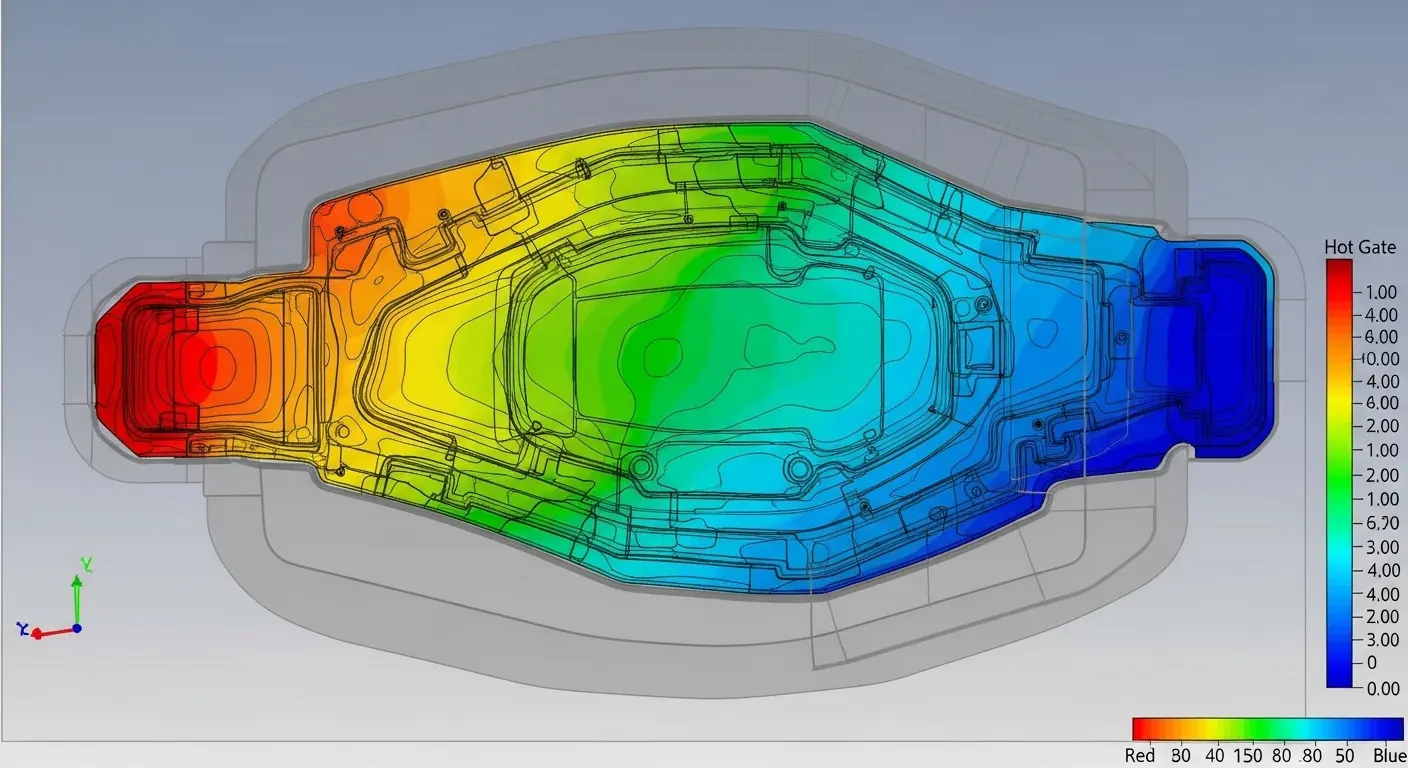
Podczas pracy śruba nadal wywiera nacisk, aby "upakować" więcej plastiku do formy i zrekompensować skurczenie o 15-20% podczas stygnięcia materiału. Gdy "brama" (punkt wejścia) się zastygnie, mieszkanie kończy się, a rozpoczyna się etap chłodzenia, który stanowi do 80% całkowitego czasu cyklu.
Chłodzenie to miejsce, gdzie większość początkujących traci pieniądze. Jeśli nie zoptymalizowałeś swojego 2k projektu części formowania wtryskowego pod kątem jednolitej grubości ścianek, niektóre obszary będą stygnąć wolniej niż inne, co prowadzi do odkształceń lub "śladów zapadnięcia".
Wskazówka: Użyj "chłodzenia konforemnego" w projekcie formy. Polega to na druku 3D wkładek do formy z kanałami chłodzącymi dokładnie konturem elementu, co pozwala na szybsze chłodzenie o 20-30% niż tradycyjne proste wiercenia linii.
Jak części są skutecznie wyrzucane bez uszkodzeń?
Części są z powodzeniem wyrzucane za pomocą systemu sworzni wyrzutowych, płyt zrywających lub wybuchów powietrza, które odpychają stwardniałą część z rdzenia formy. Aby zapewnić czyste zwalnianie, część musi być zaprojektowana z "kątami przeciągowymi" — lekkimi zwężeniami na pionowych ścianach — a powierzchnia formy musi być polerowana lub teksturowana zgodnie z specyficznymi cechami "zwalniania" materiału.
Kiedyś konsultowałem się przy obudowie urządzenia medycznego, która ciągle pękała podczas wyrzutu. Projektant nie miał żadnego przeciągu na wewnętrznych żebrach. Część zasadniczo "kurczyła się" na rdzeniu formy jak śmiertelny chwyt. Dodając zaledwie 1 stopień ciągu i stosując specjalistyczną powłokę zwalniającą formę, zmniejszyliśmy wskaźnik złomowania z 15% do zera. Jeśli korzystasz z przewodnika 2k wtryskowego formowania, wiesz, że wyrzut staje się jeszcze bardziej skomplikowany przy miękkich formach, które lubią przyklejać się do narzędzia.
Jakie czynniki wpływają na całkowity czas cyklu?
Całkowity czas cyklu zależy od przewodności cieplnej materiału, grubości ścianki części, sprawności systemu chłodzenia formy oraz prędkości mechanicznej maszyny. Grubsze ściany wymagają wykładniczego czasu chłodzenia, co oznacza, że część o ściankach 4 mm zajmie znacznie więcej niż dwa razy więcej czasu niż część o ściankach 2 mm.
- Rodzaj materiału: Krystaliczne tworzywa (takie jak PE) zazwyczaj chłodzą się wolniej niż te amorficzne (jak ABS).
- Grubość ścianek: Podwojenie grubości zwykle czterokrotnie wydłuża czas chłodzenia.
- Materiał formy: Formy aluminiowe stygną szybciej niż formy stalowe, ale są mniej trwałe przy dużych ilościach.
- Dynamika maszyn: Szybkie maszyny elektryczne mogą skrócić sekundy "cyklu suchego" (otwierania i zamykania).
Zrozumienie 2k często pokazuje, że choć cykl jest bardziej złożony, oszczędza czas na "końcowym końcu", eliminując potrzebę montażu wtórnego lub klejenia.
Typowe wady i sposoby ich naprawienia przez kroki procesu
Jak zoptymalizować proces formowania wtryskowego pod względem kosztów?
Aby zoptymalizować proces pod kątem kosztów, skup się na zasadach "Scientific Molding", które wykorzystują dane z czujników wewnątrz formy do stworzenia powtarzalnego "okna procesowego". Minimalizując etap chłodzenia dzięki zaawansowanemu DFM (Design for Manufacturing) i zapewniając, że maszyna jest idealnie dopasowana do formy, możesz osiągnąć najniższy możliwy koszt jednostkowy, jednocześnie utrzymując 100% jakość.
Optymalizacja to nie jednorazowe zdarzenie; to ciągła pętla. Za każdym razem, gdy zaczynamy nowy przebieg, wykonujemy "badanie krótkich strzałów", aby znaleźć dokładny punkt, w którym jama jest w 95% pełna. Dzięki temu nie przepakujemy formy, co oszczędza materiał i zmniejsza obciążenia narzędzia.
Ostateczna myśl
Opanowanie kroków procesu formowania wtryskowego tworzyw sztucznych to ćwiczenie w zarządzaniu fizyką i termodynamiką. Od momentu wejścia granulek do zasobnika aż do ostatniego "kliknięcia" sworzni wyrzutnika, każda sekunda to równowaga ciśnienia, temperatury i czasu. Zagłębiając się głęboko w mechanikę każdego etapu, inżynierowie mogą projektować części, które nie tylko działają, ale są "urodzone, by być produkowane". Niezależnie od tego, czy jesteś założycielem startupu, czy doświadczonym specjalistą ds. zakupów, zrozumienie tego procesu jest Twoim najpotężniejszym narzędziem do zapewnienia sukcesu produktu na konkurencyjnym rynku globalnym.