
Master DFM: Optymalizacja projektowania form wtryskowych do tworzyw sztucznych
Wysokiej jakości model CAD nie zawsze przekłada się na udaną część fizyczną. W produkcji precyzyjnej projektowanie pod kątem możliwości wytwarzania (DFM) jest kluczowym mostem, który zapewnia, że Twój projekt może być produkowany masowo, efektywnie kosztowo i bez wad konstrukcyjnych.
W SunOn Industrial Group nasz zespół inżynierów wykorzystuje ponad 25 lat doświadczenia, aby przeanalizować każdy projekt przed cięciem stali. Dysponując zespołem liczącym 1000+ wykwalifikowanych pracowników obsługujących klientów w USA, Niemczech i Australii, rozumiemy, że walidacja techniczna jest najważniejszym etapem cyklu rozwoju produktu.
Dlaczego DFM jest "polisą ubezpieczeniową" dla Twojego projektu
Projektowanie pod kątem możliwości wytwarzania (DFM) to praktyka projektowania produktów w sposób upraszczający procesy produkcyjne, aby obniżyć koszty i poprawić jakość. W przypadku formowania wtryskowego tworzyw sztucznych oznacza to wykrywanie potencjalnych awarii w fazie cyfrowej, a nie podczas kosztownych prób.
Wiele projektów wyglądających perfekcyjnie w środowisku 3D zawiera "nieformowalne" cechy, takie jak wewnętrzne podcięcia, których nie da się wyrzucić, czy grubość ścian, która nieuchronnie prowadzi do uszkodzenia konstrukcji. Nasi inżynierowie przeprowadzają dokładną kontrolę, aby wykryć te problemy. Na przykład, jeśli część wymaga złożonej geometrii wewnętrznej, możemy zasugerować przejście na niskowoluminowe części CNC do prototypowania przed podjęciem kosztownego twardego narzędziowania.
Redukcja przeróbek narzędzi i ukrytych kosztów
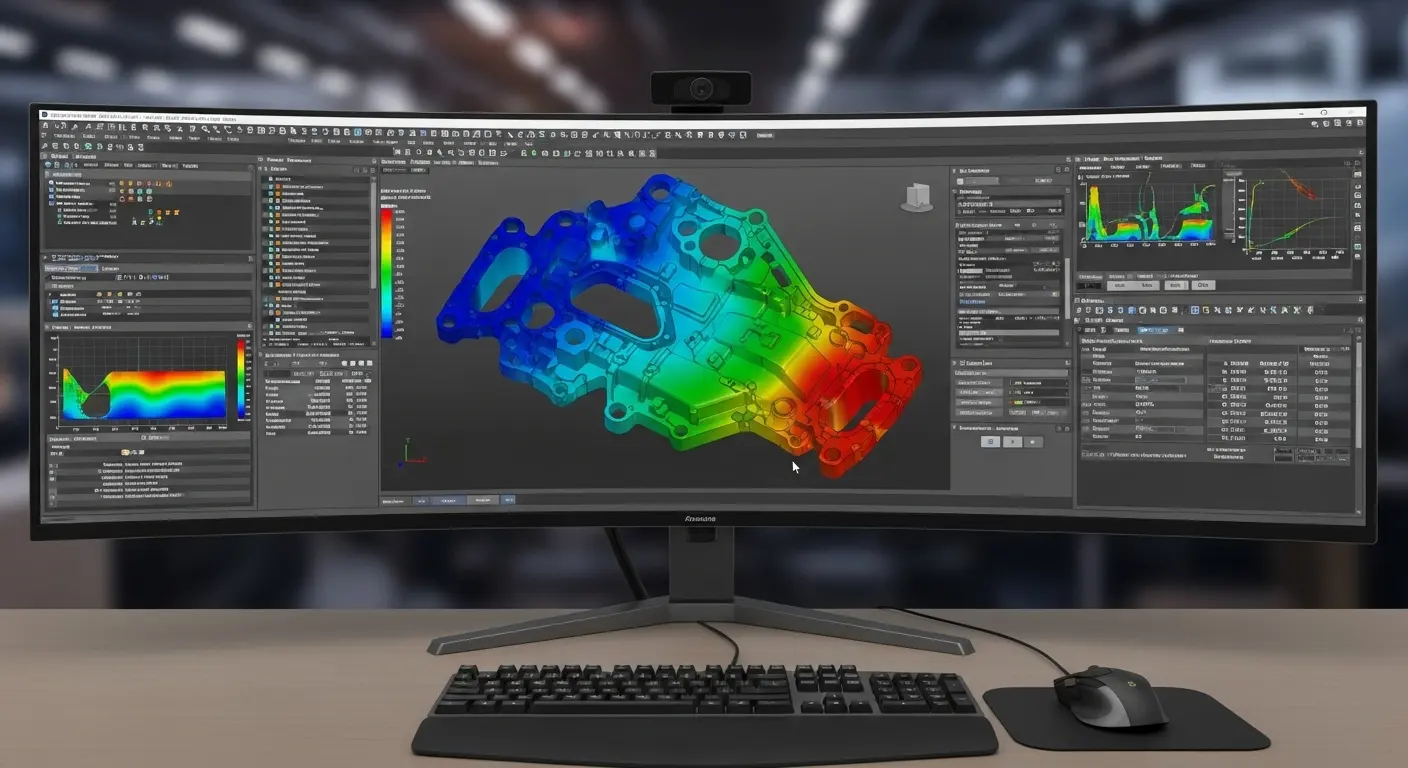
Koszt modyfikacji formy po jej wykonaniu jest znacznie wyższy niż przy dostosowywaniu pliku cyfrowego. Wykorzystując analizę przepływu formy, symulujemy, jak żywica plastikowa wypełnia wnękę. Pozwala to przewidywać syfy powietrzne, linie spawania i spadki ciśnienia. Wczesne zajęcie się tymi zmiennymi gwarantuje, że Twój projekt będzie realizowany zgodnie z harmonogramem, a próbki T1 są zazwyczaj dostarczane w ciągu 25 do 45 dni.
Kluczowe składniki raportu eksperta DFM
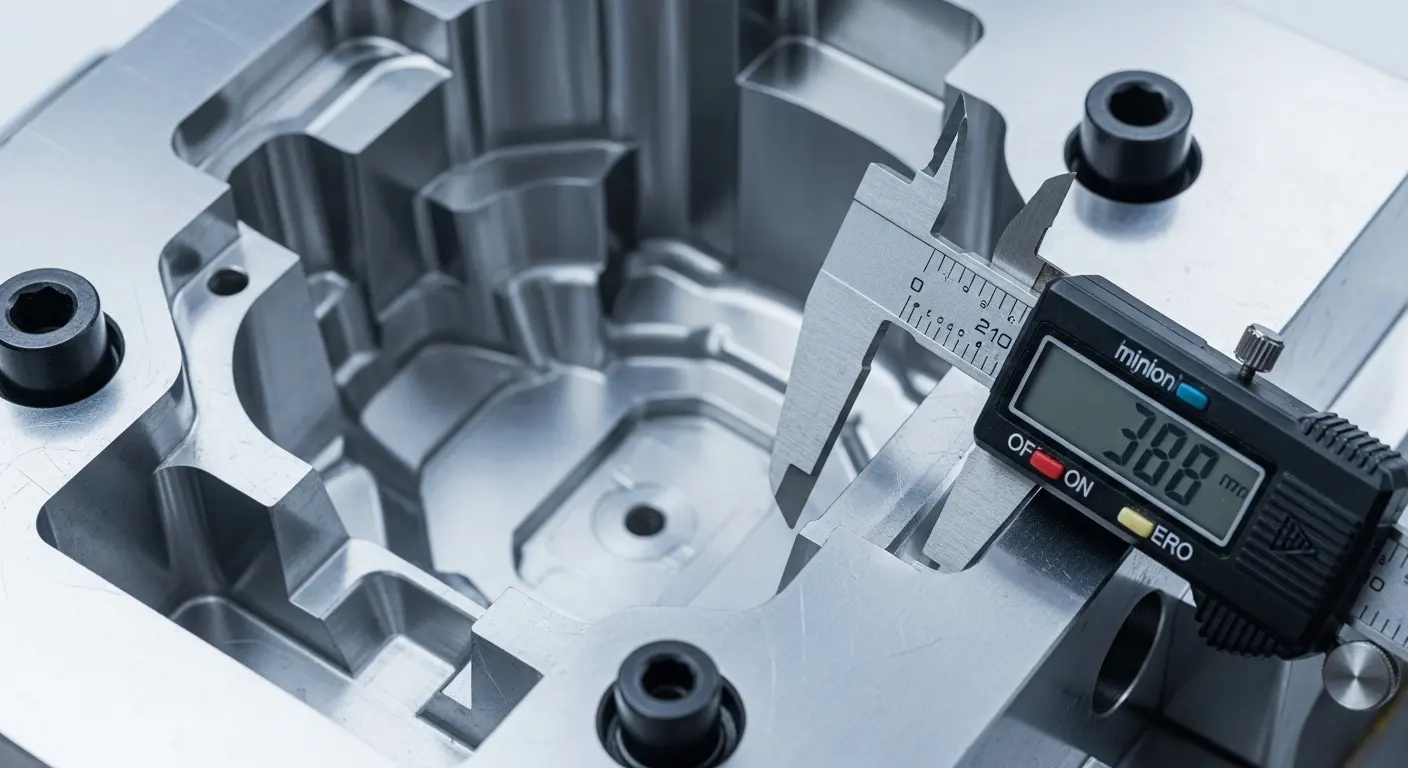
Profesjonalny raport DFM to coś więcej niż proste "tak" lub "nie" dla projektu; to kompleksowa mapa techniczna. W SunOn każdy projekt zaczyna się od tego raportu, aby zapewnić spełnienie tolerancji tak ścisłych jak +/- 0,05 mm.
Analiza kąta draftu: zapewnienie czystego wyrzutu
Kąt zaciągu to niewielkie zwężenie nałożone na pionowe ścianki odlewanej części, aby umożliwić jej odłączenie się od formy bez tarcia. Bez odpowiedniego ciągu element może przykleić się do rdzenia lub wnęki, powodując zarysowania powierzchni lub "ślady przeciągania".
- Gładkie powierzchnie: Zazwyczaj wymagają co najmniej 0,5 do 1 stopnia zaciągu.
- Powierzchnie teksturowane: mogą wymagać od 3 do 5 stopni, w zależności od głębokości faktury.
Brak umieszczenia tych stożków zmusza bolce wyrzutowe do pracy ciężej, co może prowadzić do odkształcenia części lub nawet uszkodzenia samej formy.
Spójność grubości ściany: unikanie zapadania i odkształcenia
Jednolita grubość ścianek jest najważniejszym czynnikiem dla utrzymania stabilności części i skrócenia czasu cyklu. Gdy ściany są niejednorodne, grubsze fragmenty stygną wolniej niż cieńsze. Ta różnica temperatur powoduje, że materiał wciąga się do środka, tworząc ślady zapadania się na powierzchni lub powodując odkształcenie całej części.
Nasz zespół zaleca utrzymanie stosunku żeber do ściany w zakresie 40% do 60% nominalnej grubości ścianki. Ta równowaga zapewnia integralność strukturalną bez tworzenia estetycznych "cieni" na zewnątrz elementu. Jeśli Twój projekt wymaga różnych grubości, nasi inżynierowie mogą zasugerować integrację elementy blacharskie lub secondary wstaw usługi formowania, aby zachować precyzję.
Rozmieszczenie bramki i linii rozdzielczych dla estetyki
Linia rozdzielająca to miejsce, gdzie spotykają się dwie połówki formy, a miejsce na bramce to miejsce, gdzie stopiony plastik wchodzi do wnęki. Oba zostawiają widoczne ślady. W SunOn nasi inżynierowie od form odkryli, że przesunięcie bramy o zaledwie 2 mm często eliminuje nieestetyczne ślady zapadnięcia w błyszczących częściach samochodowych. Priorytetowo umieszczamy te znaki w "niekosmetycznych" miejscach, gdy tylko jest to możliwe, aby zapewnić wysokiej jakości wykończenie.
Zaawansowane rozważania dla złożonych form
Wraz ze wzrostem złożoności części — zwłaszcza w sektorze medycznym i motoryzacyjnym — standardowy DFM nie wystarcza. Musisz uwzględnić poruszające się elementy mechaniczne w narzędziu.
Zarządzanie undercutami za pomocą lifterów i sliderów
Podcięcie to cecha, która zapobiega wyrzuceniu części w linii prostej. Do produkcji używamy suwaków (poruszających się prostopadle do otworu formy) lub podnoszących (poruszających się pod kątem). Chociaż zwiększają one koszty narzędzi, odpowiedni raport DFM pokaże, jak uprościć te funkcje, aby zaoszczędzić pieniądze. W niektórych przypadkach zastąpienie złożonej formy części formowaną
Optymalizacja linii chłodzenia dla szybszych czasów cyklu
W masowej produkcji czas to pieniądz. Optymalizacja czasu cyklu zależy w dużej mierze od tego, jak efektywnie forma może odprowadzać ciepło. Projektujemy konforemne kanały chłodzenia, które podążają za geometrią elementu, zapewniając równomierne chłodzenie. To nie tylko przyspiesza produkcję, ale także zapobiega naprężeniom wewnętrznym prowadzącym do długotrwałych awarii części.
Każda żywica ma określony wskaźnik kurczenia się. Na przykład nylon kurczy się inaczej niż ABS czy poliwęglan. Nasi inżynierowie wybierają odpowiedni gatunek stali, taki jak S136 lub H13, i obliczają rozmiar wnęki formy, aby uwzględnić te konkretne właściwości żywicy. Jeśli Twój projekt obejmuje przejścia metal-plastik, porównujemy te wskaźniki z standardy odlewów ciśnieniowych aluminium, aby zapewnić idealne dopasowanie podczas montażu.
Jak SunOn Industrial Group obsługuje Twój DFM

Nie tylko produkujemy formy; oferujemy rozwiązania inżynieryjne, które chronią Twoją inwestycję. Nasza placówka posiada certyfikat ISO 9001:2015 i utrzymujemy rygorystyczne wewnętrzne laboratorium kontroli jakości (QC), aby weryfikować każdy wymiar.
Nasz workflow inżynierski: od przeglądu CAD do przykładów T1
- Paragon danych CAD: Wysyłasz nam swoje pliki 3D (Step, IGS lub X_T).
- Wstępne studium wykonalności: Sprawdzamy zaciąg, grubość ścian i podcięcia.
- Kompleksowy raport DFM: Udostępniamy szczegółowy plik PDF zawierający proponowane zmiany, lokalizacje bramek oraz linie rozdzielające.
- Zatwierdzenie projektu formy: Prace nad narzędziami rozpoczynają się dopiero po zatwierdzeniu DFM i ostatecznego projektu formy.
- Dostarczanie próbki T1: W ciągu 25-45 dni otrzymujesz fizyczne próbki do testów.
Studium przypadku: Rozwiązywanie problemów z warpage dla niemieckiego klienta motoryzacyjnego
Niemiecki dostawca samochodów Tier-1 zwrócił się do nas z skomplikowanym projektem wentylacji, który zawodził z powodu ekstremalnych odkształceń. Poprzedni dostawca zignorował różnicę chłodzenia między nylonowym materiałem wypełnionym szkłem a rdzeniem formy.
Inżynierowie SunOn przeprojektowali układ chłodzenia i dostosowali grubość żeber w fazie DFM. Optymalizując stosunek żeber do ściany oraz rozmieszczenie bramek, zmniejszyliśmy odkształcenie o 85%, co pozwoliło klientowi rozpocząć masową produkcję 3 tygodnie przed terminem.
Najczęściej zadawane pytania (FAQ)
Jaki jest najważniejszy element raportu DFM dotyczący formowania wtryskowego?
Najważniejszym elementem jest identyfikacja potencjalnych ryzyk produkcyjnych, takich jak grube przecinki powodujące ślady zapadania się lub niewystarczające kąty zaciągu. Profesjonalny raport DFM zawiera praktyczne modyfikacje projektowe, aby zapewnić jakość części i skrócić czas cyklu.
Jak grubość ścianek wpływa na koszty formowania wtryskowego?
Jednolita grubość ścianek jest niezbędna do stałego chłodzenia i zapobiegania odkształceniom części. Niejednorodne ściany prowadzą do naprężeń wewnętrznych i dłuższych cykli chłodzenia, co bezpośrednio zwiększa jednostkowy koszt produkcji masowej.
Dlaczego kąty robocze są niezbędne przy projektowaniu form?
Kąty robocze to niewielkie zwężenia nałożone na pionowe powierzchnie części, ułatwiające wyrzucenie z formy. Bez odpowiedniego ciągu (zazwyczaj 1° do 3°) części mogą się zakleieć, powodując zarysowania powierzchni lub uszkodzenia konstrukcyjne podczas fazy wyrzutu.
Czy formowanie wtryskowe 2K może obniżyć koszty montażu?
Tak, formowanie wtryskowe 2K (dwustrzałowe) pozwala na połączenie dwóch różnych materiałów lub kolorów w jednej części w jednym cyklu. Eliminuje to potrzebę montażu wtórnego, zmniejszając koszty pracy i poprawiając wytrzymałość wiązania.
Jakie są korzyści z raportu DFM przed wykonaniem formy?
Raport DFM pełni rolę wzorca sukcesu, identyfikując "nieformowalne" cechy na wczesnym etapie. Zapobiega to kosztownym przeróbkom form, skraca czas wprowadzenia na rynek i zapewnia, że produkt końcowy spełnia wszystkie wymagania mechaniczne i estetyczne.
Wysokowydajna forma jest tak dobra, jak inżynieria, która się w nią wkłada. Nie pozostawiaj swojej produkcji przypadkowi, pomijając fazę weryfikacji technicznej. Współpracuj z producentem, który od pierwszego dnia stawia na precyzję, przejrzystość i doskonałość techniczną.
Gotowy, by zweryfikować swój projekt? Prześlij swoje pliki CAD do SunOn na kompleksową ocenę DFM i uzyskaj wycenę techniczną w ciągu 24 godzin.