
Jakie tolerancje można osiągnąć precyzyjnym tłoczeniem metalu?
Precyzyjne tłoczenie metalu zazwyczaj pozwala osiągnąć standardowe tolerancje ±0,005 cala (±0,127 mm). Jednak dzięki zaawansowanym, precyzyjnym narzędziom i specjalistycznym prasom producenci mogą osiągnąć ultraścisłe tolerancje nawet od ±0,001 cala (±0,025 mm) do nawet ±0,0005 cala w specyficznych zastosowaniach dużych produkcji. Dokładna tolerancja zależy w dużej mierze od rodzaju materiału, grubości, geometrii części oraz jakości matrycy tłoczącej. W większości zastosowań przemysłowych utrzymanie tych wąskich marginesów gwarantuje, że złożone komponenty idealnie pasują do większych zespołów, zmniejszając potrzebę obróbki wtórnej.
Tolerancja w tłoczeniu metalu odnosi się do dopuszczalnego odchylenia od zamierzonych wymiarów części. Ponieważ metal jest elastyczny i reaktywny, osiągnięcie "perfekcji" jest niemożliwe; zamiast tego inżynierowie definiują zakres, w którym część nadal będzie działać poprawnie.
Precyzyjne tłoczenie metalu różni się od tradycyjnego tłoczenia zdolnością do utrzymywania znacznie bardziej precyzyjnych limitów przez miliony cykli. Jest to kluczowe dla przemysłu takiego jak elektronika i lotnictwo, gdzie ułamek milimetra może decydować o funkcjonalnym urządzeniu od całkowitej awarii.
Kilka zmiennych decyduje o tym, czy uda Ci się osiągnąć cel ±0,001", czy też lepiej trzymać się bardziej swobodnego ±0,010":
- Odpuszczenie materiału: Twardsze materiały odbijają się bardziej po uderzeniu, podczas gdy miękkie metale, takie jak aluminium, mogą ulegać odkształceniu pod ciśnieniem.
- Jakość narzędzi: Matryce węglikowe zachowują dłuższe krawędzie niż stal, co zapewnia lepszą spójność przy dłuższych seriach.
- Szybkość prasy: Prasy o wysokiej prędkości generują ciepło, które może powodować rozszerzalność cieplną metalu, subtelnie zmieniając wymiary.
Standardem branżowym dla większości projektów tłoczenia metalu na zamówienie jest zazwyczaj ±0,005 cala (0,127 mm). Ta gama zapewnia równowagę między wysoką jakością dopasowania a opłacalną produkcją, ponieważ nie wymaga ekstremalnego, specjalistycznego chłodzenia ani ultra-premium materiałów matryc.
Chociaż ±0,005" to "złoty środek", wiele projektów z prostymi uchwytami lub elementami konstrukcyjnymi może stosować "tolerancję komercyjną" od ±0,010 cala do ±0,015 cala. Złagodzenie tolerancji tam, gdzie to możliwe, znacząco zmniejsza koszty narzędzi i przyspiesza czas produkcji. Przy wyborze specyfikacji warto zrozumieć, jak wybrać odpowiedni metalowy materiał do tłoczenia części, ponieważ grubość i plastyczność materiału będą decydować o osiągalnej bazie.
Zazwyczaj im cieńszy materiał, tym ciaśniejszą tolerancję można osiągnąć. Dzieje się tak, ponieważ cieńsze arkusze wymagają mniejszej siły do ścinania i formowania, co prowadzi do mniejszego ugięcia narzędzia i nagrzewania się.
Dla materiałów poniżej 0,020" powszechne jest osiągnięcie ±0,001". Przechodząc do grubszych płyt — takich jak te używane do elementów do tłoczenia metalu w samochodach — tolerancje zwykle się poszerzają, aby pomieścić ogromne siły potrzebne do przebicia metalu.
Rozkład tolerancji według grubości materiału
<klasa figury="wp-block-table"><klasa tabeli="has-fixed-layout">
Chociaż obróbka CNC teoretycznie może utrzymać bardziej precyzyjne tolerancje (często do ±0,0001"), precyzyjne tłoczenie metali może dorównać dokładności CNC dla wielu cienkich części, oferując jednocześnie znacznie szybszą produkcję i niższe koszty jednostkowe.
Główna różnica polega na procesie: obróbka usuwa materiał, podczas gdy tłoczenie go tworzy. Do produkcji dużych serii tłoczenie jest niemal zawsze lepszym wyborem dla cienkich, złożonych części. Jeśli nie jesteś pewien, który proces pasuje do Twojego projektu, zapoznaj się z naszym przewodnikiem dotyczącym różnica między tłoczeniem metalu a obróbką CNC, aby zobaczyć, która metoda zapewnia precyzję wymaganą przez Twój projekt.
Czym jest "Springback" i jak wpływa na tolerancję?
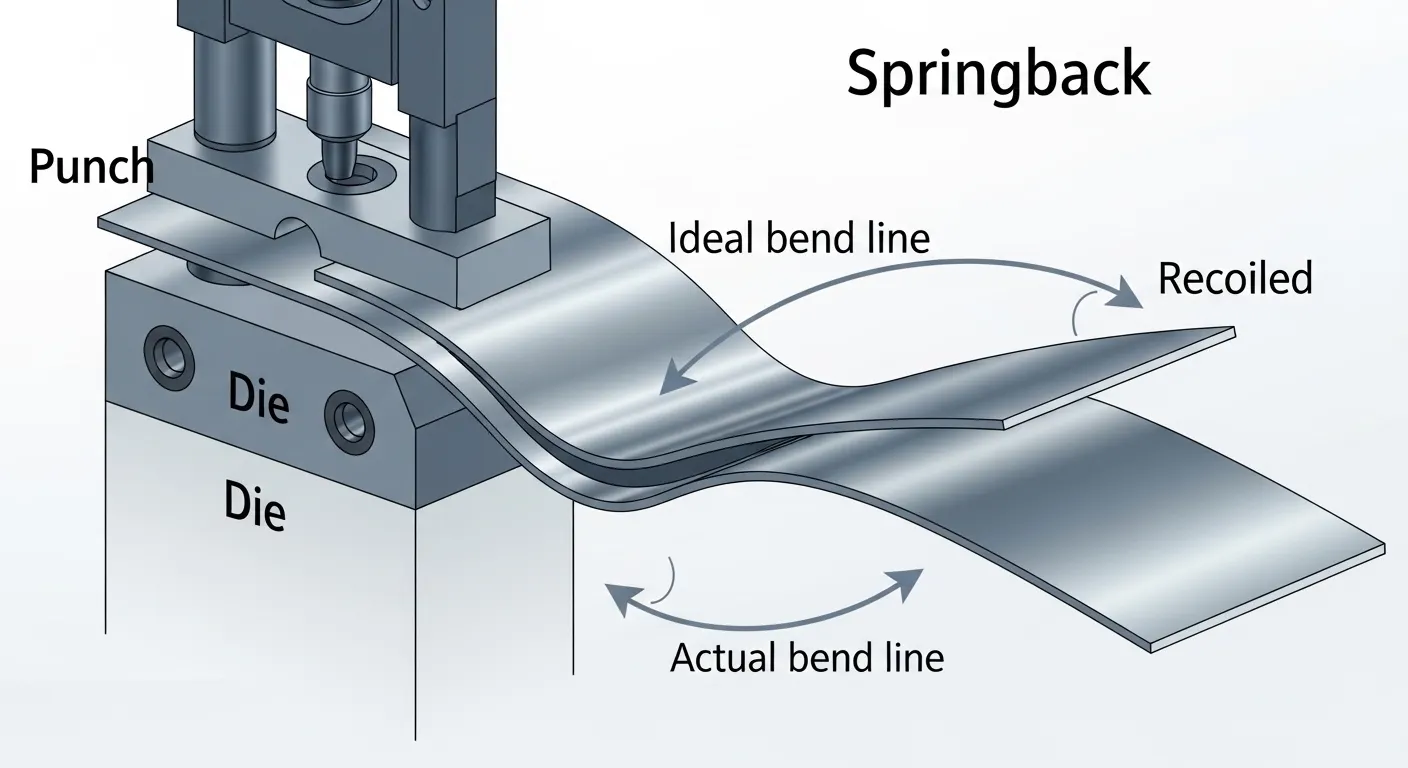
Sprężyna to tendencja metalowej części do powrotu do pierwotnego kształtu po uwolnieniu nacisku tłoczącego się na zewnątrz. Jest to poważne wyzwanie w osiąganiu ścisłych tolerancji, zwłaszcza podczas operacji zginania.
Inżynierowie uwzględniają odchylenie sprężyny poprzez "nadmierne zgięcie" części w matrycy. Na przykład, jeśli wymagane jest zgięcie pod kątem 90 stopni, matryca może być zaprojektowana tak, aby wygiąć metal pod kątem 92 stopni, wiedząc, że po opuszczeniu prasy "wyginie" o dwa stopnie.
- Stale o wysokiej wytrzymałości mają wysoki wrzut sprężyny i wymagają bardziej agresywnej kompensacji.
- Wyżarzona miedź ma bardzo niskie sprężyny, co ułatwia utrzymanie precyzyjnych tolerancji.
Najczęściej zadawane pytania
Tak. Procesy wtórne, takie jak obróbka cieplna czy powłokowanie, mogą powodować rozszerzanie, kurczenie lub odkształcenie części. Niezbędne jest obliczenie tych zmian na etapie projektowania, aby wymiary "as-stamped" uwzględniały ostateczne wykończenie.
W specjalistycznych środowiskach "mikro-stampowania" możliwe są tolerancje tak ścisłe jak ±0,0002", choć wymaga to klimatyzowanych urządzeń i ultraprecyzyjnego wykończenia karbidowego.
Najlepszym sposobem na obniżenie kosztów jest stosowanie ścisłych tolerancji tylko do krytycznych powierzchni "łączących". Stosuj luźniejsze tolerancje (±0,015") dla krawędzi niekrytycznych, aby wydłużyć żywotność matrycy do tłoczenia.
Pośrednio, tak. Użycie prasy o niewystarczającym tonażu może powodować ugięcie ramy, co prowadzi do nierównych wymiarów. Prace o wysokiej precyzji wymagają ciężkich, sztywnych pras.
Kluczowe wnioski
- Standardowe tolerancje precyzyjnego tłoczenia to zazwyczaj ±0,005 cala.
- Zastosowania ultraprecyzyjne mogą osiągać ±0,0005 cala dzięki zaawansowanym narzędziom z węglika.
- Wybór materiału i grubość są najważniejszymi czynnikami decydującymi o osiągalnej dokładności.
- Strategiczne projektowanie (ograniczanie tolerancji tylko tam, gdzie to konieczne) jest kluczem do równoważenia jakości i kosztów.
Zakończenie
Określenie, jakie tolerancje precyzyjne tłoczenie metalu może osiągnąć, wymaga równowagi między fizyką, nauką o materiałach i inżynierią. Choć ±0,005" to bazowy limit, sufit precyzji jest niezwykle wysoki dla tych, którzy są gotowi inwestować w wysokiej jakości narzędzia i rygorystyczną kontrolę jakości. Rozumiejąc te ograniczenia na wczesnym etapie projektowania, możesz mieć pewność, że Twoje komponenty są zarówno wysokowydajne, jak i nadające się do wyprodukowania.