
Dziurkowanie metalu vs tłoczenie: jaka jest różnica? Pełny przewodnik
W świecie obróbki blachy dominują dwa procesy – tworzenie cech, formowanie części oraz produkcja na dużą skalę:Metalowe dziurkowanieorazTłoczenie metalu. Terminy te bywają czasem używane zamiennie, ale odnoszą się do różnych metod o różnych zastosowaniach, wymaganiach narzędziowych i rezultatach. Niewłaściwe podejście może prowadzić do nieefektywności, wyższych kosztów lub problemów z jakością.
ZrozumienieDziurkowanie metalu vs tłoczeniePomaga inżynierom, projektantom i zespołom produkcyjnym podejmować strategiczne decyzje, które poprawiają jakość produkcji i obniżają koszty. Ten przewodnik wyjaśnia fundamentalne różnice między tymi procesami, gdzie każdy z nich wyróżnia się oraz jak skutecznie je stosować we współczesnej produkcji.
Czym jest metalowe uderzenie?
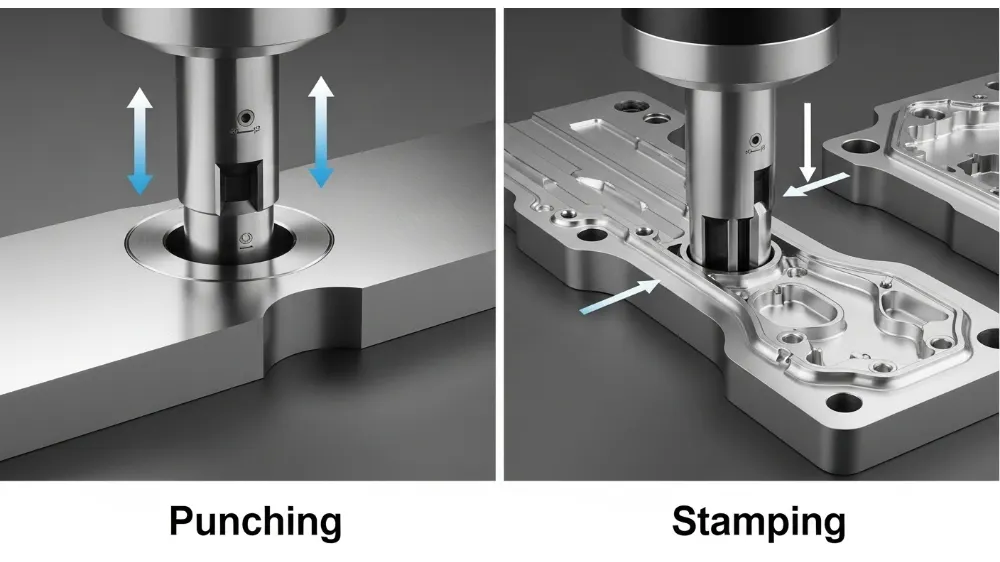
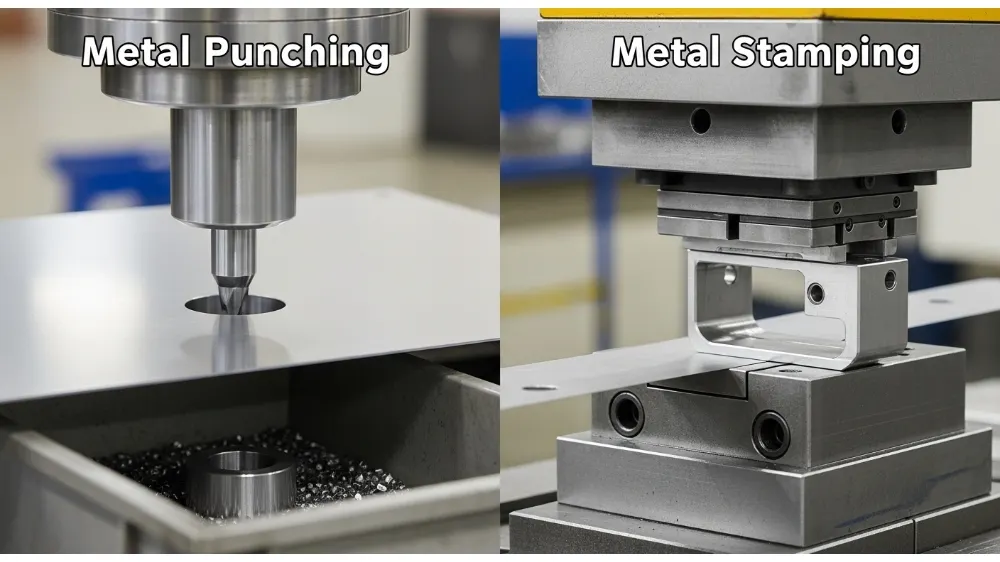
Metalowe dziurkowanie toProces usuwania materiałóww której narzędzie dziurkowe przebija kształtowany wybiór przez blachę, tworząc otwory lub wycięcia. Dziurkacz wbija materiał blachy w pasującą matrycę, odcinając ją czysto. Ponieważ proces ten przecina materiał, a nie go deformuje, powstaje wyraźny otwór lub kształt oddzielony od oryginalnej płyty.
Dziurkowanie metalu jest szeroko stosowane do tworzenia prostych otworów, szczelin, nacięć i wycięć w płaskich częściach blachowych. Proces ten jest szybki, powtarzalny i doskonale przystosowany do produkcji o dużej masie.
Kluczowe cechy dziurkowania
- Usuwa materiał, tworząc otwory lub wycięcia.
- Używa kombinacji punch i die.
- Minimalne odkształcenie poza obszarem cięcia.
- Idealne do prostych geometrii.
Maszyny do dziurkania zazwyczaj działają z napędami hydraulicznymi, mechanicznymi lub sterowanymi przez CNC. Zautomatyzowane centra dziurkania mogą przetwarzać duże arkusze z dużą szybkością i precyzją dla części takich jak perforowane panele, uchwyty i płyty montażowe.
Czym jest tłoczenie metalu?
Tłoczenie metalu toSzeroka kategoria procesów formowania i wytwarzaniaTo obejmuje uderzenie jako jeden z możliwych kroków. Tłoczenie wykorzystuje niestandardowe matryce i prasy do kształtowania, zginania, tłoczenia, formowania lub cięcia blachy na gotowe części. W przeciwieństwie do dziurkania, które usuwa jedynie materiał, tłoczenie często zmienia geometrię arkusza, nie usuwając niekoniecznie materiału.
Tłoczenie metali może obejmować kilka podprocesów, w tym:
- Blanking– Wycinanie płaskich kształtów z arkuszy.
- Zginanie– Tworzenie kątów lub krzywizn.
- Rysunek– Rozciąganie metalu, tworząc kubki, skorupy i złożone kształty.
- Bicie monet– Kontrolowany przepływ metalu dla precyzyjnych detali.
- Tłoczenie– Tworzenie wzorów podwyższonych lub zagłębionych.
Tłoczenie jest szeroko stosowane w częściach nadwozia samochodowego, obudowach urządzeń, uchwytach elektronicznych oraz innych elementach wymagającychZłożone kształty z minimalnym zastosowaniem obróbki wtórnej.
Kluczowe cechy tłoczenia
- Polega na formowaniu, wyginaniu lub kształtowaniu metalu.
- Często tworzy złożone, ostateczne części do użytku.
- Może to obejmować cięcie lub przycinanie w jednym z kilku etapów.
- Używa dopasowanych narzędzi i matryc specyficznych dla projektowania części.

Dziurkanie vs tłoczenie: główne różnice
1. Usuwanie materiałów a formowanie materiałów
Główna różnica między dziurkaniem a tłoczeniem metalu polega naJak traktowany jest materiał:
Uderzenie:Usuwa materiał, aby zrobić otwory lub wycięcia.
Tłoczenie:Przekształca lub formuje materiał, często bez jego usuwania, choć operacje cięcia, takie jak wymycie czy przycinanie, są częścią tłoczenia.
2. Złożoność części
Uderzenie jest idealne dlaProste kształty i powtarzalne wzory otworów, ale nie jest przeznaczony dla części wymagających złożonych konturów lub form trójwymiarowych.
Podpory tłocząceOperacje układu wieloetapowego i wielofunkcyjnegoktóre mogą wyginać, tłoczeć, rozciągać lub rozciągać metal na skomplikowane elementy w jednym przebiegu.
3. Złożoność narzędzi i matrycy
Narzędzia do dziurkowania są stosunkowo proste — zazwyczaj to zestaw dziurkarzy i matryc zaprojektowany tak, aby odpowiadał pożądanemu kształtowi otworu. Natomiast matryce tłoczące mogą być bardzo skomplikowane, łącząc wiele działań formujących w jednym zestawie narzędzi.
Z tego powodu narzędzia do tłoczenia są zazwyczaj droższe w projektowaniu i produkcji, ale dostarczająGotowe części z minimalną pracą drugorzędną.
4. Wolumen produkcji i efektywność
Uderzenia są niezwykle efektywne dlaTworzenie otworów o dużej objętości i perforacjaz niskim kosztem jednostkowym i szybkim cyklem. W przypadku części, które wymagają jedynie otworów lub prostych wycięć, dziurkowanie jest zazwyczaj szybsze niż tłoczenie.
Tłoczenie, choć nieco wolniejsze na cykl z powodu dodatkowych operacji formowania, może daćKomponenty o kształcie siatkieliminuje to dodatkowe kroki, oszczędzając czas na montaż i zmniejszając ilość pracy.
5. Przydatność aplikacji
Punching jest idealny do produktów takich jak:
- Arkusze perforowane
- Klamry z powtarzalnymi wzorami otworów
- Tablice montażowe
- Panele wentylacyjne
Stemplowanie wyróżnia się w produkcji:
- Panele nadwozia samochodowego
- Ramy i obudowy urządzeń
- Elementy konstrukcyjne
- Złożone metalowe obudowy
Kiedy uderzenie ma sens
Metalowe uderzenie błyszczy w sytuacjach, gdy:
- Część wymagapowtarzające się otwory lub proste kształty.
- Potrzebne jest minimalne formowanie.
- Priorytetem jest wysoka przepustowość i efektywność kosztowa.
- Grubość blachy jest jednolita i mieści się w mocy wybicia.
Kluczową zaletą punchingu jest jegoPrecyzja i powtarzalność, zwłaszcza gdy sterowane są systemy CNC. Nowoczesne maszyny CNC do dziurkowania mogą automatycznie lokalizować, dziurkować i sekwencjonować operacje, aby zmaksymalizować pokrycie arkuszy i zminimalizować straty.
Kiedy stemplowanie jest lepszym wyborem
Stemplowanie jest preferowane, gdy:
- Rola wymagaZłożona geometria lub cechy wieloosiowe.
- Części muszą być dostarczone blisko ich ostatecznego kształtu użytecznego.
- Obróbka wtórna, zginanie lub spawanie muszą być ograniczone.
- Do zastosowań o dużym obciążeniu wymagana jest spójność i wysoka wytrzymałość.
Ponieważ tłoczenie pozwala integrować wiele operacji — takich jak tłoczenie, gięcie czy przycinanie — w jednej formie, producenci oszczędzają na czasie cyklu i całkowitym kosztach produkcji dla złożonych wzorów.
Grubość materiału i ograniczenia procesu
Zarówno dziurkowanie, jak i tłoczenie mogą obsłużyć różne grubości arkuszy, ale każda z nich ma swoje ograniczenia:
Wydziurkowanie jest zazwyczaj ograniczone przez wytrzymałość narzędzia dziurkającego orazsiła ścinająca potrzebna do przecięcia metalu. Bardzo grube lub ekstremalnie twarde stopy mogą wymagać wolniejszych prędkości wybijania lub specjalistycznego narzędziowania.
Tłoczenie pozwala obsłużyć grubsze materiały, o ile matryca i tłocznica są przystosowane do obciążenia. Jednak głębokie wyciąganie lub silne zginanie mogą wymagać progresywnych lub złożonych matryc, aby skutecznie rozłożyć siły formujące i uniknąć uszkodzenia materiału.

Koszty narzędzi i cykl życia
Koszty narzędzi dziurkarskich są zazwyczaj niższe dzięki prostszemu projektowi i wyrobowi. Dziurkacze i matryce można wymieniać w miarę zużycia, a konserwacja jest prosta.
Narzędzia tłoczące mogą obejmować:
- Formy progresywne
- Formy złożone
- Narzędzia wielostacyjne
- Specjalistyczne cechy formowania
Te zestawy narzędzi są droższe na początku i wymagają starannego projektowania oraz konserwacji, ale długoterminowe oszczędności wynikają z możliwości produkcjiCzęści o kształcie siatki, wysokiej precyzjiPrzy bardzo wysokich głośnościach.
Personalizacja i elastyczność
Systemy wybijania metalu — zwłaszcza oparte na CNC — oferują dużą elastyczność dlaniestandardowe układy dołków lub zmiany konfiguracji. Przeprojektowanie programu dziurkarki jest szybsze niż przerabianie matrycy do tłoczenia.
Matryce tłoczące, po wyprodukowaniu, są mniej elastyczne w zmianach konstrukcyjnych. Każda większa modyfikacja często wymagaPrzeprojektowanie układu, co zwiększa koszty i czas.
Kryteria jakości i precyzji
Oba procesy mogą osiągnąć wysoką precyzję, ale kontrola jakości różni się:
Dziurkowanie powodujeKrawędzie czysteprzy prawidłowej konfiguracji minimalne zadziorni. Jednak jakość krawędzi zależy od ostrości narzędzi, właściwości materiału oraz prześwitu dziurka.
Tłoczenie zapewnia dokładną geometrię części i integralność formy, ale jednocześnie kontrolujeSprężyna zwrotna i zniekształceniawymaga starannego projektowania matrycy i smarowania.
Porównanie kosztów: dziurkowanie vs tłoczenie
Uderzenia zwykle mają:
- Niższy koszt narzędzi
- Szybszy cykl dla prostych geometrii
- Niższy koszt jednostkowy dla części tylko z otworami
Stamping posiada:
- Wyższe początkowe nakłady na narzędzia
- Wyższa złożoność i funkcjonalność na część
- Niższe ogólne koszty produkcji złożonych, gotowych komponentów
Ostatecznie najlepszy wybór zależy od projektu części, ilości produkcji, materiału i tolerancji.
Integracja z innymi procesami
Zarówno dziurkanie, jak i tłoczenie przecinają się z innymi procesami produkcyjnymi. Na przykład prasy do tłoczenia progresywnego mogą integrować dziurkanie, wyciskanie, zginanie i tłoczenie w wielu stacjach. ToOgranicza obsługę częścioraz poprawia powtarzalność.
Aspekty środowiskowe i odpadowe
Dziurkanie zazwyczaj generujeZłom metalowyz usuniętego materiału — można go zebrać i poddać recyklingowi. Tłoczenie może zminimalizować straty dzięki zastosowaniu strategii blankowania i zagnieżdżania, aby zmaksymalizować wykorzystanie arkusza.
Najnowsze trendy w dziurkaniu i tłoczeniu
Nowoczesna produkcja coraz częściej wykorzystuje:
- Sterowanie CNC i automatyzacja
- Robotyczna obsługa materiałów
- Monitorowanie jakości w czasie rzeczywistym
- Technologia prasy serwo-serwo-prasowej
Technologie te poprawiają dokładność, skracają czas cyklu i zapewniają elastyczność zarówno w dziurkaniu, jak i tłoczeniu.
Wybór między dziurkaniem a tłoczeniem
Aby zdecydować między tymi dwoma:
- OceńZłożoność części
- OcenaProdukcja
- RozważmyWłaściwości i grubość materiału
- AnalizujCałkowity koszt produkcji
- Recenzjawymagane tolerancje
Zaawansowane symulacje i integracja CAD/CAM mogą modelować naprężenia i przepływ materiału, pomagając inżynierom zoptymalizować wybór przed wykonaniem narzędzi.
FAQ – Typowe pytania dotyczące dziurkowania metalu vs tłoczenia
P1: Czy dziurkowanie i tłoczenie to ten sam proces?
O: Nie. Dziurkowanie specjalnie wycina otwory lub wycięcia poprzez usuwanie materiału, natomiast tłoczenie obejmuje operacje formowania i formowania, które mogą, ale nie muszą wiązać się z usuwaniem materiału.
P2: Która metoda jest lepsza do prostych otworów?
O: Dziurkowanie jest zazwyczaj bardziej efektywne i opłacalne, jeśli chodzi o tworzenie prostych, powtarzalnych otworów.
P3: Czy tłoczenie może obejmować operacje dziurkania?
O: Tak. Formy tłoczące często zawierają etapy dziurkania, wymycia lub przycinania jako część większej sekwencji formowania.
P4: Czy tłoczenie kosztuje więcej niż dziurkowanie?
O: Zazwyczaj tak, ponieważ narzędzia do tłoczenia są bardziej skomplikowane i droższe na początku, ale mogą obniżyć całkowite koszty produkcji złożonych części.
P5: Czy dziurkowanie CNC jest bardziej elastyczne niż tłoczenie?
O: Dziurkowanie CNC oferuje większą elastyczność w zmianie układu otworów lub konfiguracji bez konieczności modyfikacji fizycznych narzędzi.
P6: Jak grubość i twardość materiału wpływają na wybór?
O: Bardzo grube lub twarde materiały mogą ograniczać wydajność dziurkowania i żywotność narzędzi, co czyni tłoczenie lub formowanie progresywne bardziej odpowiednie.
P7: Który proces produkuje mniej odpadów?
O: Tłoczenie może generować mniej odpadów, gdy zagnieżdżone układy i blankowanie są optymalizowane; Dziurkowanie generuje wycięcia, które trzeba recyklingować.
Podsumowanie
Zrozumienie różnic międzyDziurkowanie metalu vs tłoczenieDaje producentom możliwość wyboru najodpowiedniejszej metody wytwarzania ich części. Dziurkowanie zapewnia szybkie i efektywne usuwanie materiałów oraz proste wzory otworów, natomiast tłoczenie zapewnia w pełni formowane, złożone części przy minimalnym obrabianiu obróbki.
Twój wybór wpłynie na koszty narzędzi, szybkość produkcji, dokładność części oraz ogólną efektywność produkcji. Łącząc wiedzę o wymaganiach projektowania części z możliwościami nowoczesnych technologii produkcyjnych, możesz podejmować decyzje zwiększające produktywność i jakość produktu.