
Precision Electronics Elementy ze stopu do złączy
W miarę jak globalne zapotrzebowanie na 5G-Advanced i łączność IoT rośnie, Sunon-mould zapewnia precyzyjne odlewy ze stopu niezbędne do nowej generacji złączy elektronicznych. Nasz zakład produkcyjny specjalizuje się w ultracienkich przekrojach ścianek i ścisłych tolerancjach, zapewniając, że Twoje obudowy o gęstości sygnału spełniają rygorystyczne normy elektryczne i mechaniczne wymagane dla elektroniki 2026.

Stopy, takie jak Zamak 3 i Zamak 5, są preferowanym wyborem do złączy elektronicznych ze względu na wyjątkową płynność, umożliwiającą cięcia cienkościenne już od 0,5 mm. Stopy te zapewniają doskonałą osłonę EMI/RFI, doskonałą stabilność wymiarową oraz niższą temperaturę topnienia, co wydłuża żywotność narzędzia do ponad miliona cykli, znacząco obniżając koszty jednostkowe.
W naszym doświadczeniu produkcyjnym wybór zamiast aluminium lub plastiku daje wyraźną przewagę mechaniczną. Podczas gdy tworzywa sztuczne wymagają wtórnych powłok przewodzących do ochrony przed zakłóceniami, jest z natury przewodzący. W naszym zakładzie stosujemy odlewy w gorącej komorze, aby uzyskać złożone geometrie, które byłyby niemożliwe lub kosztowne przy samej obróbki CNC. Proces ten jest szczególnie skuteczny w obudowach złączy wielopinowych, gdzie integralność strukturalna i osłona są niepodważalne.
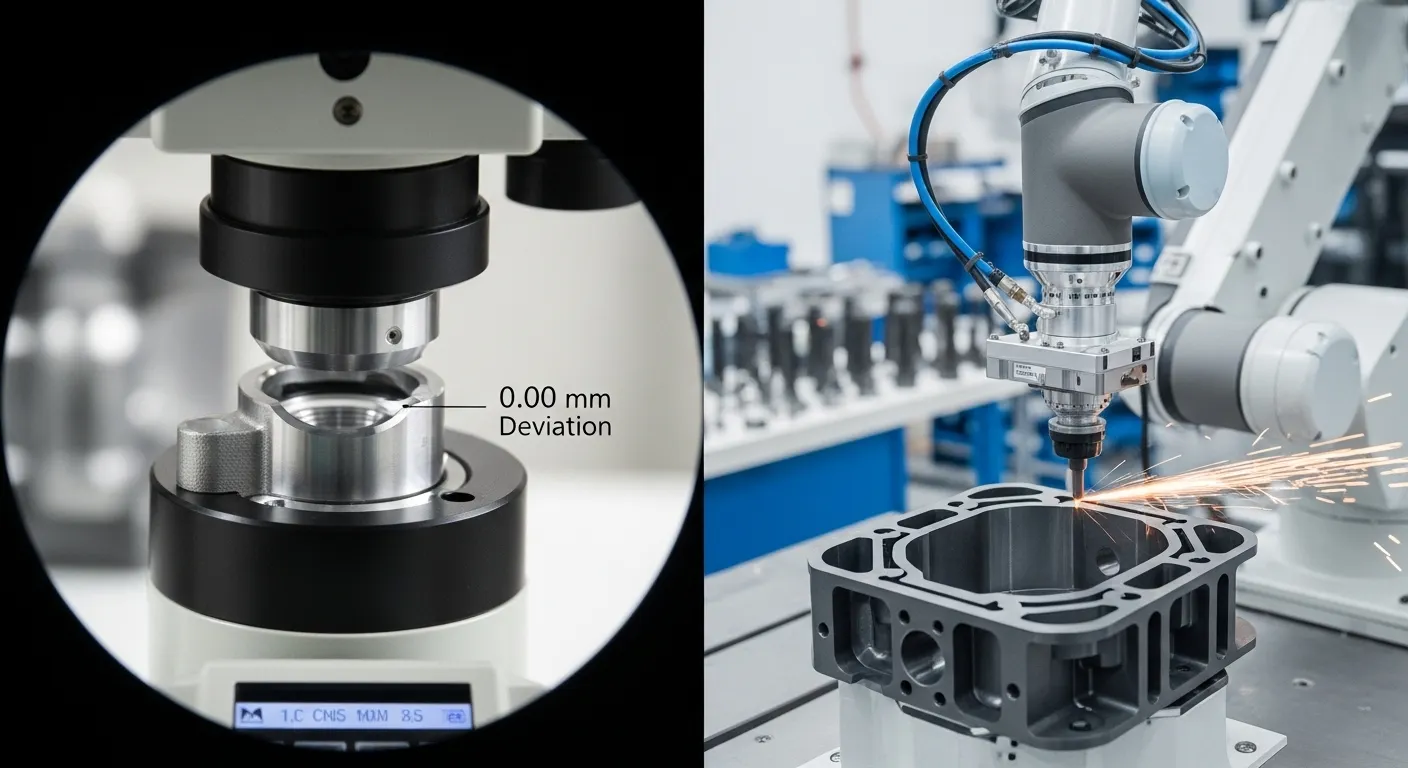
Precyzyjne odlewanie cynkowe w 2026 roku pozwala na liniowe tolerancje ±0,02 mm (±0,0008 cala) dla kluczowych elementów złącza. Dzięki zastosowaniu zaawansowanych maszyn z gorącą komorą i weryfikacji CMM, Sunon-mold utrzymuje wysokie wyrównanie pinów oraz rygorystyczne wymagania dotyczące płaskiej wyrównania sworzni, niezbędne do niezawodnego łączenia w szybkich aplikacjach danych i mikrominiaturowych zespołach elektronicznych.
Fizyka niskiej lepkości pozwala nam przesuwać granice produkcji "net-shape". Możemy odlewać elementy niemal gotowe do montażu prosto z formy, zmniejszając potrzebę kosztownej obróbki wtórnej.
Rozwiązywanie krytycznych problemów niezawodności w projektowaniu złączy
Aby zapobiec niewyrównaniu pinów i zakłóceniom sygnału, wdrażamy protokół "First-Shot Success", który łączy odlewanie wspomagane próżniowo z monitoringiem termicznym w czasie rzeczywistym. Takie podejście eliminuje porowatość wewnętrzną w obudowach wrażliwych na sygnały, zapewniając, że każda precyzyjna część ze stopu, którą wytwarzamy, zachowuje 100% ciągłość strukturalną i elektryczną przez cały cykl życia.
Nasz zespół inżynierów koncentruje się na trzech głównych punktach awarii:
- Zarządzanie porowatością: Stosujemy systemy próżniowe do zasysania powietrza z wnęki pleśni, zapobiegając powstawaniu "pustek", które mogą osłabić cienkie ściany.
- Zarządzanie termiczne: Wysoka przewodność cieplna (~113 W/m·K) jest wykorzystywana do odprowadzania ciepła w złączach o dużej mocy.
- Dimensional Creep: Wybieramy konkretne stopy ZA dla komponentów wystawionych na wysokie obciążenia, aby nigdy nie straciły precyzji "click-fit".
W przypadku sprzętu wymagającego jeszcze wyższej trwałości, takiego jak części odlewów cinkowych do pojazdów samochodowych, stosujemy podobne standardy precyzyjne, aby zapewnić odporność na drgania.
Post-processing i integralność powierzchniowa w standardach 2026
Wydajność precyzyjnych części ze stopu w dużej mierze zależy od wykończenia powierzchni, aby zapewnić wysokie cykle łączenia i odporność na korozję. Nasz zakład oferuje zintegrowane usługi wykończenia, w tym powlekanie niklu, cyny i pozłacania, zaprojektowane tak, aby wytrzymać ponad 1000 cykli łączenia, przy jednoczesnym zachowaniu zgodności środowiskowej RoHS 3.0 i REACH na rynkach globalnych.
W środowiskach o wysokiej stawce, takich jak medyczne urządzenia cynkowe odlewające ciśnieniowo o wysokiej precyzji", czystość powierzchni jest kluczowa. Korzystamy z automatycznych 5-osiowych stacji CNC do przycinania bramki i wiercenia wtórnego, zapewniając, że każda krawędź jest wolna od zadziorów. Taki poziom wykończenia jest kluczowy dla złączy stosowanych w czułym przesyłaniu sygnałów, gdzie nawet mikroskopijny odłamek metalu może spowodować zwarcie.
Najczęściej zadawane pytania
W Sunon-mould zazwyczaj dostarczamy początkowe próbki T1 w ciągu 15 do 25 dni, w zależności od złożoności projektu formy. Nasz własny warsztat narzędziowy pozwala nam przyspieszyć fazę projektowania do prototypu pilnych projektów elektronicznych.
W przeciwieństwie do plastiku, który wymaga przewodzenia farb lub metalizacji próżniowej do blokowania zakłóceń, stop jest naturalną klatką Faradaya. Zapewnia wrodzone tłumienie ekranowania przekraczające 60-80 dB, co czyni go znacznie bardziej niezawodnym dla zastosowań wysokich częstotliwości 5G i 6G.
Stopy mają temperaturę topnienia około 380°C-390°C. Chociaż są doskonałe do większości elektroniki użytkowej i przemysłowej, zalecamy specjalne stopy o wysokiej czystości dla komponentów, które będą poddawane ciągłym temperaturom pracy powyżej 150°C, aby zapobiec starzeniu się wymiarowym.