
Jak obniżyć koszty wykończenia części formowanych wtryskowo.
Osiągnięcie opłacalnego wykończenia form części zaczyna się na długo przed tym, jak plastik trafi do narzędzia; zaczyna się od strategicznego projektowania i wyboru materiałów. W konkurencyjnym krajobrazie produkcji operacje drugorzędne, takie jak malowanie, polerowanie i montaż, często podwajają koszt komponentu. Dzięki zrozumieniu dźwigni kontrolujących te wydatki, producenci mogą znacząco poprawić swoje marże bez utraty jakości. Ten przewodnik omawia najskuteczniejsze strategie usprawnienia produkcji i minimalizacji kosztów poprodukcyjnych.
Koszty wykończenia są głównie spowodowane pracochłonnymi procesami ręcznymi, wymaganiami specjalistycznego sprzętu oraz wysokimi wskaźnikami złomowania podczas operacji wtórnych. Gdy część wymaga ręcznego polerowania lub złożonego maskowania do malowania, "czas dotyku" na jednostkę rośnie wykładniczo. Dodatkowo każdy dodatkowy krok wprowadza nowe ryzyko wad, które mogą prowadzić do kosztownego marnotrawstwa materiałowego i ponownych prób.
W ciągu dwóch dekad pracy na hali fabrycznej widziałem niezliczone projekty, w których budżet wykończenia był trzykrotnie wyższy niż rzeczywisty koszt formowania. "Ukryte" sterowniki często obejmują:
- Praca ręczna: Ręczne usuwanie zadzierków lub ręczne usuwanie bramek to cichy zabójca rentowności.
- Specjalistyczne narzędzia: Niestandardowe przyrządy i uchwyty do malowania lub spawania ultradźwiękowego dodają znaczące początkowe koszty CAPEX.
- Zgodność środowiskowa: Obsługa rozpuszczalników do powłok lub chemikaliów do powłok wymaga kosztownych systemów wentylacji i utylizacji.
- Zużycie energii: Piece do utwardzania termicznego do powłok przemysłowych pobierają ogromne ilości energii podczas długich cykli produkcyjnych.
Według danych branżowych [Wstaw dane: Średnie koszty operacji wtórnych zazwyczaj stanowią 30-50% całkowitej ceny części], optymalizacja pod kątem wykończeń "jak formowanych" jest najskuteczniejszym sposobem ochrony wyników finansowych.
Jak projektowanie części może zminimalizować potrzebę operacji wtórnych?
Możesz zminimalizować koszty wykończenia, projektując części wychodzące z formy w stanie "gotowym do wysyłki", wykorzystując formy teksturowane do ukrycia niedoskonałości i optymalizacji ustawienia bramek. Integrując elementy takie jak zatrzaski czy żywe zawiasy, eliminujesz potrzebę montażu dodatkowego lub mocowania. Inteligentna konstrukcja zapewnia, że
Gdy konsultujemy się przy nowych projektach, często okazuje się, że zmiana kąta ciągu o 1 stopień może decydować o tym, czy część wymaga ręcznego polerowania, a taką, która wysuwa się z formy z idealnym wykończeniem.
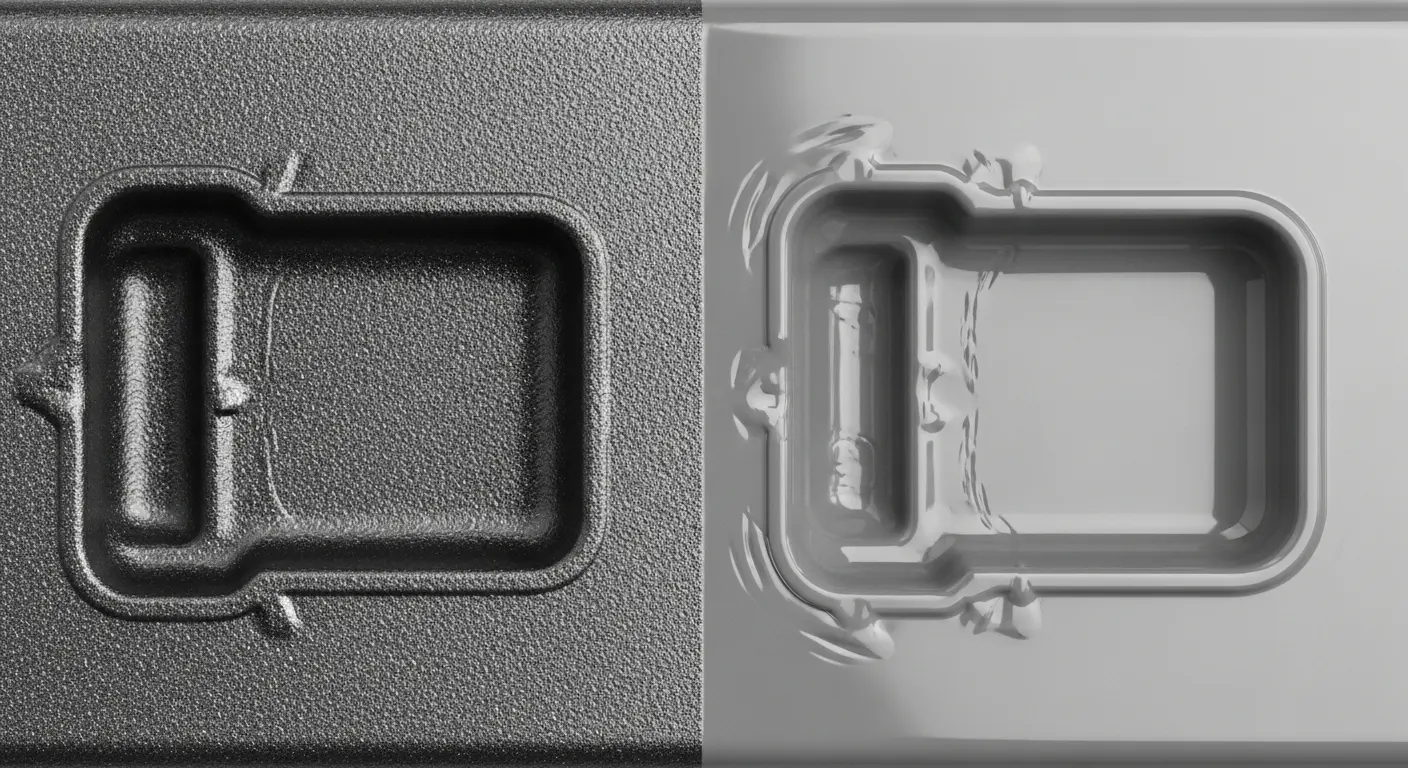
Czy tekstura może ukryć wady formowania?
Tak, stosowanie Mold-Tech lub podobnych standardów teksturowania może maskować ślady zapadania się, linie przepływu i drobne linie dziergań. Zamiast płacić za wysokobłyszczące wykończenie wymagające czystego pomieszczenia i ciągłej kontroli, matowa lub "skórzana" faktura może znacznie obniżyć wskaźnik złomowania. Jest to szczególnie przydatne w przypadku komponentów przemysłowych, gdzie trwałość jest ważniejsza niż lustrzany połysk.
Czy rozmieszczenie bramek ma znaczenie kosztów?
Zdecydowanie. Kiedyś współpracowaliśmy z klientem, który wydawał 0,15 dolara za część tylko na ręczne przycięcie śladu z widocznej powierzchni. Przechodząc na podbramkę lub system "gorącego kanału", część była automatycznie usuwana wewnątrz narzędzia. Choć początkowy koszt narzędzi był nieco wyższy, oszczędności na robocie pokryły różnicę już w ciągu pierwszych 10 000 sztuk.
Wskazówka: Zawsze projektuj pod kątem "Przebrania bramy". Umieść bramki w zagłębionych miejscach lub pod etykietami, aby pozostałe ślady nie wymagały ręcznego szlifowania ani poprawek estetyki.
Dlaczego wykończenie powierzchni formy jest kluczowe dla opłacalnego wykończenia?
Wykończenie powierzchni formy decyduje o ostatecznym wyglądzie części, co oznacza, że wysokiej jakości narzędzie eliminuje potrzebę polerowania lub malowania po procesie. Chociaż wykończenie SPI-A1 o wysokim połysku jest kosztowne w produkcji, często jest tańsze niż ręczne polerowanie tysięcy części. Wybór odpowiedniego wykończenia narzędzi gwarantuje, że materiały takie jak akrylowe formowanie wtryskowe, zachowują klarowność bez dodatkowych etapów.
Pomyśl o formie jako o "mistrzu" twojego wykończenia. Jeśli master jest wadliwy, każda kopia będzie wymagała "poprawki".
- SPI-A1 (Grade #3 Diamond Buff): Najlepszy do części optycznych, ale bardzo wrażliwy na rysy.
- SPI-B2 (papier o ziarnistości 400): Standardowy półpołysk, który równoważy koszt i estetykę.
- SPI-C1 (600 Stone): Matowe wykończenie, które ukrywa odciski palców i drobne rysy podczas użytkowania.
Jeśli formujesz przezroczyste materiały, musisz zdecydować: czy teraz płacić za wykończenie narzędzi najwyższej klasy, czy płacić pracownikowi za polerowanie części przez kolejne trzy lata? Zazwyczaj wygrywa początkowa inwestycja w narzędzie.
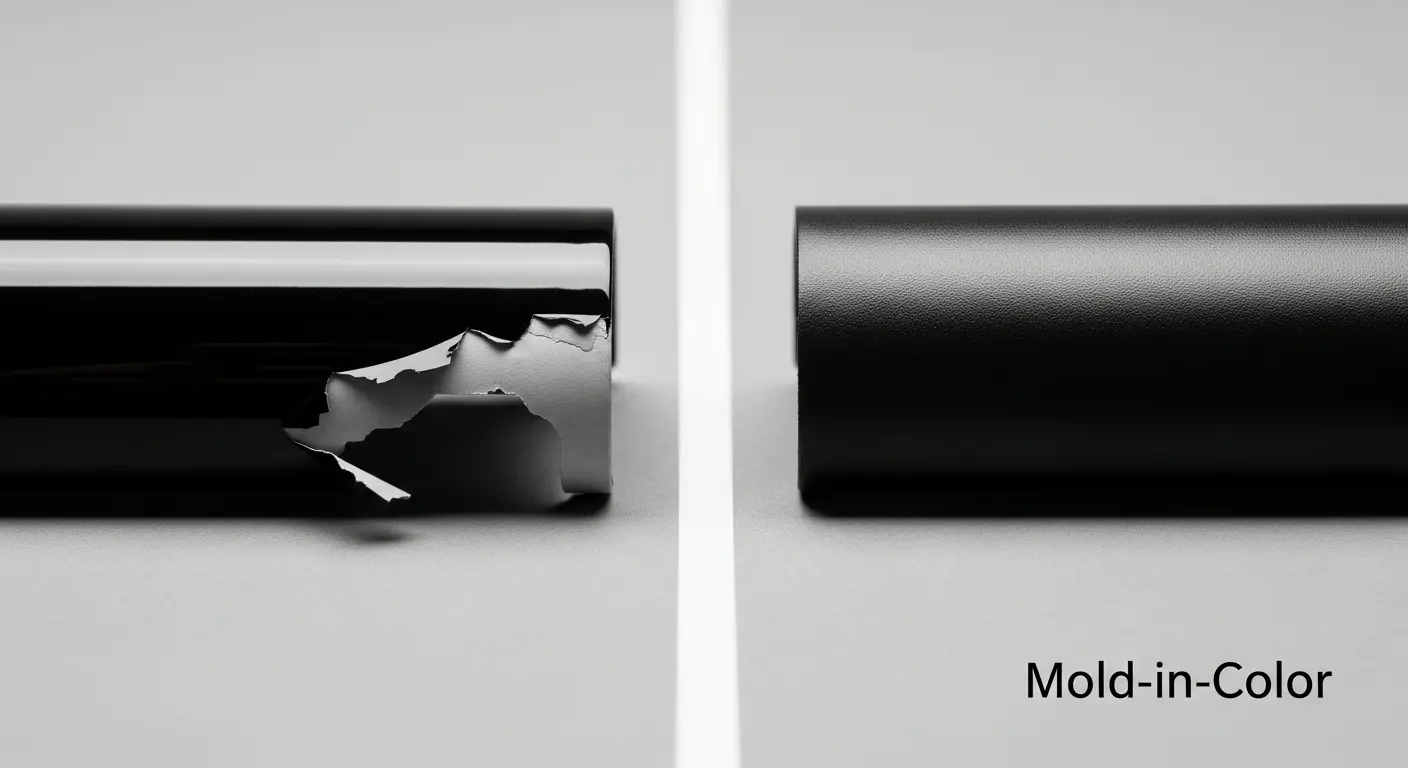
Wybór odpowiedniej żywicy całkowicie eliminuje potrzebę malowania, zapewniając wbudowaną odporność na promieniowanie UV, kolor i trwałość chemiczną. Polimery o wysokiej wydajności można wstępnie zabarwić (mieszanką soli i pieprzu lub mieszanką barwną), aby uzyskać pożądany efekt bezpośrednio z prasy. Takie podejście eliminuje pracę, sprzęt i problemy środowiskowe związane z zewnętrznymi kabinami natryskowymi.
Na przykład, używając narzędzi z dwóch materiałów, można odformować miękki chwyt bezpośrednio na twardej plastikowej obudowie. Dawniej trzeba było odformować dwie części i skleić je razem albo spryskać plastik powłoką "soft-touch". Oba były drogie i podatne na łuszczenie. Nadformowanie zapewnia lepsze połączenie i brak kosztów wykończenia wtórnego.
Podobnie, jeśli część wymaga elastyczności i odporności na wysoką temperaturę, silikonowe formowanie kompresyjne często daje naturalnie antypoślizgowe i estetycznie przyjemne wykończenie, wymagające jedynie szybkiego przycięcia błyskawicowego.
Jaką rolę odgrywa automatyzacja w obniżaniu kosztów wykończenia?
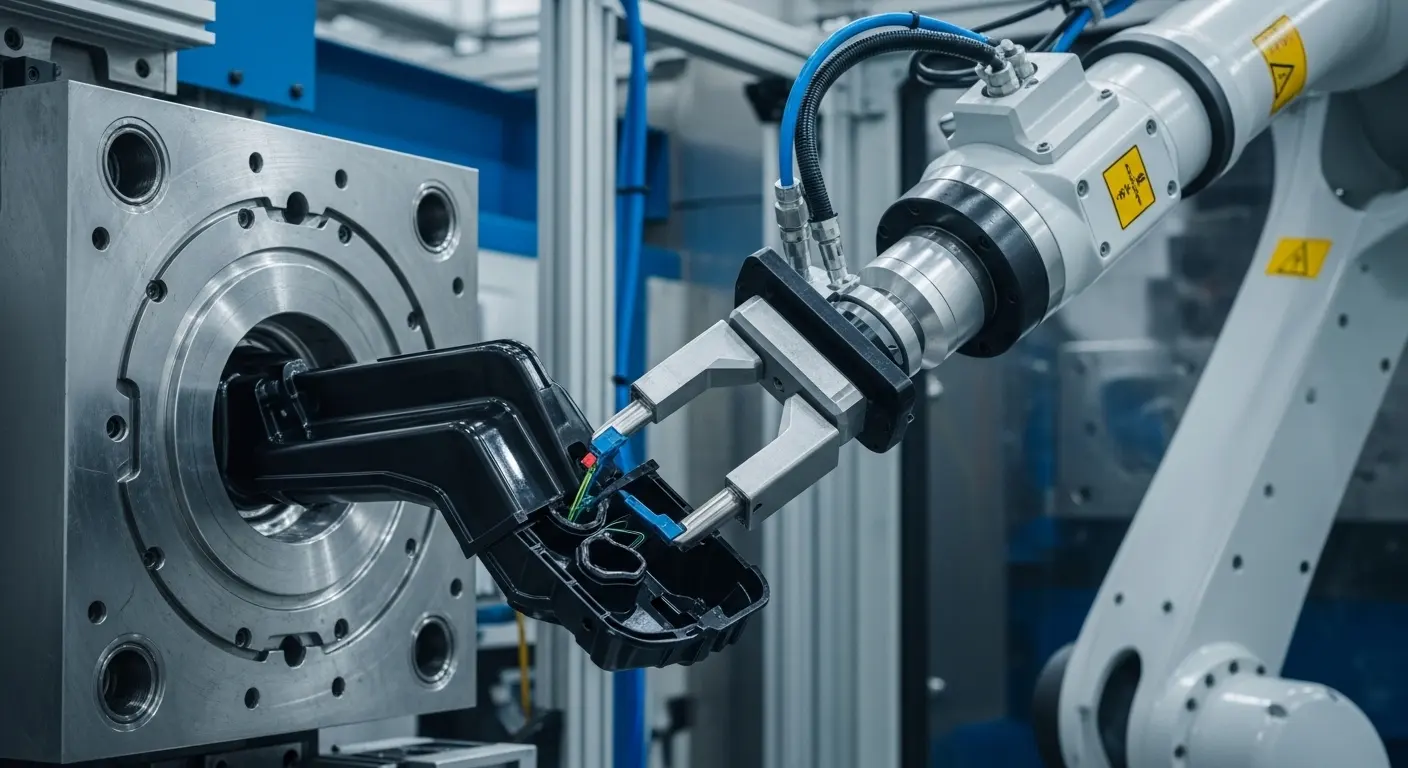
Automatyzacja zmniejsza koszty wykończenia poprzez wykonywanie powtarzalnych zadań, takich jak demobilizacja, usuwanie nagrzewania i pakowanie, z 100% konsekwencją i zerowym zmęczeniem pracą. Ramiona robotyczne zintegrowane z maszyną do formowania wtryskowego mogą przycinać bramy, gdy część jest jeszcze ciepła, zapewniając czystsze cięcie. Automatyzacja znacznie zmniejsza także czynnik "błędu ludzkiego", który jest główną przyczyną złomowania związanego z wykończeniami.
Pamiętam projekt, w którym zaimplementowaliśmy prostego robota 6-osiowego do obróbki ogniowej części polipropylenowej przed etykietowaniem. Przed robotem "płonące" wykonywano ręcznie. Niespójność doprowadziła do 12% wskaźnika niepowodzeń etykiet. Po automatyzacji wskaźnik awarii spadł do [Wstaw dane: standardy branżowe pokazują, że automatyzacja może zmniejszyć liczbę wad wykończeniowych nawet o 95%], a czas cyklu został skrócony o 4 sekundy na część.
Wskazówka: Nawet proste narzędzia "end-of-arm" (EOAT) mogą być zaprojektowane do wykonywania podstawowego usuwania zadziorów. Zapytaj swojego twórcę, czy jego roboty mogą być wyposażone w szczypce lub ostrza do automatyzacji usuwania bram.
Jak produkcja niskomasowa wpływa na strategię kosztów wykończenia?
W przypadku produkcji o niskich salach najlepszą strategią oszczędnościową jest stosowanie uproszczonych technik wykańczania lub hybrydowych metod produkcji, aby uniknąć wysokich kosztów montażu. Kiedy nie produkujesz milionów części, drogie zautomatyzowane systemy czy wysokiej klasy formy stalowe nie mają sensu finansowego. W takich przypadkach wykorzystanie niskowolumencyjne części CNC do oprawek pomocniczych lub prototypów może utrzymać projekt w elastyczności i w ramach budżetu.
W scenariuszach o niskim wolumenie mamy tzw. "Trójkąt Kompromisu":
- Praca vs. narzędzia: Może taniej jest zapłacić technikowi za ręczne odcięcie 500 części niż wydać 5 000 dolarów na specjalistyczną matrycę do przycinania.
- Materiały stockowe: Użycie wstępnie teksturowanych lub wstępnie pofarbowanych materiałów do części wykończonych CNC pozwala całkowicie ominąć konfigurację formowania.
- Uniwersalne oprawy: Projektuj przyrządy wykańczeniowe, które można używać do wielu iteracji części, a nie do jednego konkretnego projektu.
Które procesy wtórne oferują najlepszy zwrot
z inwestycji?Najlepszy zwrot z inwestycji pochodzi z procesów, które dodają znaczącej wartości funkcjonalnej lub estetycznej przy minimalnym czasie cyklu, takich jak znakowanie laserowe czy spawanie ultradźwiękowe. Procesy łatwe do skalowania i o niskich kosztach zużywania zawsze przewyższają ręczne "rzemieślnicze" wykończenia. Na przykład oznaczanie laserowe jest trwałe, niezwykle szybkie i nie wymaga tuszu ani rozpuszczalników, co czyni je znacznie bardziej opłacalnym niż tampodruk do produkcji długoterminowej.
Kiedy warto wybrać markerowanie laserowe zamiast tampodruku?
Do tampodruku potrzebne są niestandardowe tampony silikonowe, płytki (clichés) oraz specjalne mieszanki tuszów. Za każdym razem, gdy zmieniasz projekt, płacisz za nowe tablice. Markowanie laserowe jest jednak cyfrowe. Możesz zmieniać numer seryjny lub logo na bieżąco, bez dodatkowych kosztów narzędzi.
Czy warto robić Heat Staking?
Jeśli łączysz plastik z metalem, ciepło jest często znacznie bardziej niezawodne i tańsze niż kleje. Kleje wymagają czasu utwardzania, specjalistycznego przechowywania i starannego nakładania. Ciepło wykorzystuje własny materiał części do stworzenia połączenia, co skutkuje czystszym wykończeniem i niższymi kosztami materiału.
Wskazówka: Jeśli Twoja marka wymaga logo, rozważ "wklejenie go" (płaskorzeźba lub wytłoczone) podczas fazy tworzenia narzędzi. Jest darmowy przez cały okres użytkowania i nigdy nie może się zużywać ani złuszczyć.
Podsumowanie: Lista kontrolna obniżająca koszty wykończenia
Aby naprawdę opanować opłacalne wykończenie form części, musisz traktować proces produkcji jako jeden, całościowy system, a nie serię odizolowanych etapów. Każda decyzja podjęta przy stole kreślarskim rozbrzmiewa w kabinie malarskiej i na linii montażowej.
- Projektuj wygląd "jak formowany": Użyj tekstur, aby ukryć wady.
- Priorytetowo traktuj Mold-in-Color: Omijaj kabinę do rozpylania, kiedy tylko to możliwe.
- Optymalizuj lokalizacje bramek: Automatyzuj degację dzięki inteligentnemu projektowi narzędzi.
- Wykorzystaj overmolding: Zamień pracę montażową na precyzję maszynową.
- Audytuj swój odpad: Zidentyfikuj, który etap końcowy powoduje najwięcej odrzuceń i napraw źródłową przyczynę narzędzia.
Wdrażając te strategie, możesz zmniejszyć koszty operacji wtórnej o 30% lub więcej, co pozwoli Ci pozostać konkurencyjnym na coraz bardziej ograniczonym rynku globalnym.
Czychciałbyś, żebym pomógł Ci przeanalizować konkretny projekt części, żeby zobaczyć, gdzie można wyciąć etapy wykończenia?