
Frezowanie i polerowanie CNC po focenju: Jak osiągnąć lustrzane wykończenie
Frezowanie i polerowanie CNC to wieloetapowy proces udoskonalania, który usuwa ślady obróbki i nierówności powierzchni, tworząc refleksyjne, lustrzane wykończenie. Przejście od stanu "frezowanego" do powierzchni o wysokim połysku wymaga systematycznego redukcjonowania ziarnistości, specjalistycznych środków polerskich oraz precyzyjnych prędkości obrotowych. Dla producentów przemysłowych osiągnięcie takiego wykończenia jest kluczowe dla przejrzystości optycznej, zmniejszenia tarcia i wysokiej klasy estetyki w sektorach takich jak motoryzacja i elektronika użytkowa.

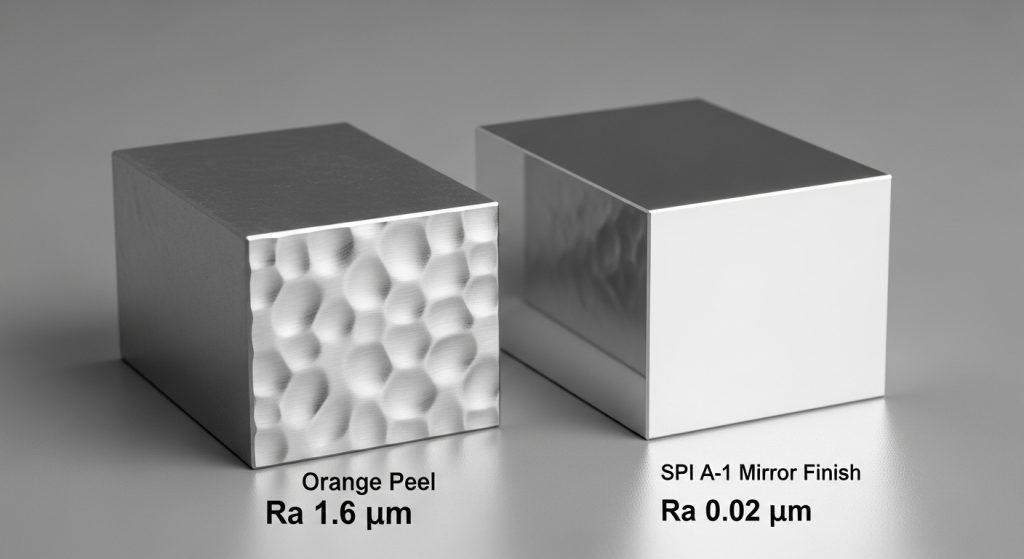
Wykończenie lustrzane, często nazywane "wykończeniem optycznym" lub klasą SPI A-1, to powierzchnia o średniej chropowatości (Ra), zazwyczaj poniżej 0,05 mikrometra. Charakteryzuje się wysokim odbiciem zwierciadlanym, gdzie światło odbija się od powierzchni bez rozpraszania, co pozwala na uzyskanie wyraźnego, niezakłóconego obrazu otaczających obiektów. Aby to osiągnąć, trzeba wyjść poza standardowe CNC obróbki serwisowej w kierunku specjalistycznych możliwości ściernych.
W świecie precyzyjnej produkcji nie "polerujemy" części tak, aż błyszczy. Używamy profilometrów do pomiaru mikroskopijnych szczytów i dolin materiału. Standardowa frezowana część może mieć Ra 3,2 lub 1,6. Aby osiągnąć lustrzane wykończenie, musimy zmniejszyć te szczyty poprzez serię coraz drobniejszych ściernych kroków.
Przygotowanie po frezowaniu jest kluczowe, ponieważ jakość końcowego polerowania zależy bezpośrednio od spójności początkowych ścieżek narzędzi. Jeśli frezarka CNC zostawi głębokie wgłębienia lub nierówne wysokości "przegrzebków", te wady będą się pogłębiać, a nie ukryć przez polerowanie. Precyzyjne niskowolumencyjne części CNC wymagają frezowania o ścisłej tolerancji, aby zminimalizować czas pracy na ręcznych etapach ściernych.
Widziałem wiele projektów, które kończyły się niepowodzeniem, bo tokarz próbował "zaoszczędzić czas" na frezarce, stosując większy przesunięcie. Choć część wyglądała dobrze gołym okiem, zespół polerujący spędził trzy razy więcej czasu na wycieraniu żłobień. Zasada w naszym warsztacie jest taka: im lepsza praca w stole, tym krótszy czas pracy przy stole polerowania.
Wskazówka: Użyj frezu z kulkowym nosem końcowym z bardzo małym przesunięciem (5% lub mniej średnicy narzędzia) do końcowego przejścia, jeśli zamierzasz wypolerować część do lustrzanego wykończenia.
Jak przejść od powierzchni frezowanej do polerowanej?
Przejście polega na procesie zwanym "sekwencjonowaniem ziarnym", w którym systematycznie zastępujesz głębokie rysy płytszymi. Zaczynasz od grubego ściernika, który może wyrównać ślady po zmieleniu i stopniowo przechodzić do coraz drobniejszych ziarnistości, aż rysy przestają być widoczne dla ludzkiego oka. Jest to niezbędne zarówno dla nylon, obróbki CNC i części metalowych.
- Początkowe szlifowanie (320-400 grit): Usuwanie widocznych śladów narzędzi i przegrzebków podczas frezowania.
- Szlifowanie pośrednie (600-1200 grit): Wygładz powierzchnię i przygotuj ją do etapu polerowania wstępnego.
- Przed polerowaniem (ziarnistość 2000-3000): Na tym etapie część zaczyna wykazywać lekką "mgłę" lub półrefleksyjność.
- Końcowe polerowanie (Diamond Compound): Użycie narzędzia obrotowego z filcowym bobem i pastą diamentową, aby osiągnąć ostateczny stan lustra.
Jaką rolę odgrywa dobór materiału w wykańczaniu lustrzanym odbiciem?
Wybór materiału jest podstawą lustrzanego wykończenia, ponieważ struktura molekularna decyduje o reakcji powierzchni na ścierności. Twardsze metale, takie jak stal nierdzewna (316L) czy stale narzędziowe (S136), mogą uzyskać znacznie wyższy poziom "zwierciadłowego" odbicia niż miękkie materiały, takie jak aluminium, które może się "rozmazywać", jeśli temperatura polerowania wzrośnie zbyt wysoko.
Pracując z komponentami obracającymi cnc", musimy również wziąć pod uwagę strukturę ziaren materiału. Wysokiej jakości, odgazowane próżniowo stale są preferowane do wykończeń lustrzanych, ponieważ nie mają mikroskopijnych inkluzji i "dziurek", które mogą zniszczyć wykończenie podczas końcowego etapu polerowania.
- Stal nierdzewna (S136): Standard branżowy dla form wtryskowych o wysokim połysku.
- Aluminium (6061/7075): Może osiągnąć wysoki połysk, ale jest podatny na utlenianie i rysowanie.
- Akryl (PMMA): Najlepszy plastik do optycznej klarowności podczas polerowania.
- Nylon/Poliwęglan: Wymaga specjalistycznych związków zapobiegających topnieniu podczas szybkiego polerowania.
Jak zapobiec "pomarańczowej skórce" i "wgłębieniom" podczas polerowania?
 Zapobiega się powstawaniu
Zapobiega się powstawaniu skórki pomarańczy i wgłębieniom dzięki kontroli ciśnienia i ciepła generowanego podczas procesu polerowania. Nadmierne polerowanie konkretnego obszaru lub nadmierne naciskanie powoduje, że włókna metalu "rozrywają" się lub falują, tworząc nierówną fakturę. Regularne, nakładające się skoki oraz częste czyszczenie obrabianego elementu są podstawową obroną przed tymi wadami.
Wskazówka: Zawsze zmieniaj kierunek polerowania o 90 stopni, przechodząc z jednej ziarnistości na drugą. Dzięki temu możesz sprawdzić, czy całkowicie usunąłeś rysy z poprzedniego, grubszego ziarnistości.
Jaki sprzęt jest potrzebny do profesjonalnego polerowania luster
?
Profesjonalne polerowanie luster wymaga połączenia szybkich narzędzi obrotowych, kalibrowanych mediów ściernych oraz precyzyjnych przyrządów pomiarowych. Chociaż polerowanie ręczne jest powszechne dla złożonych geometrii, zautomatyzowane systemy lub "polerki ultradźwiękowe" stosuje się do zastosowań o wysokiej konsystencji
- Obrotowe mikroszlifierki: Niezbędne do pracy z detalami w ciasnych narożnikach.
- Ultradźwiękowe polerki: Wykorzystują drgania o wysokiej częstotliwości, aby uzyskać drobne wykończenia bez nagrzewania się narzędzi obrotowych.
- Pasty do polerowania diamentowego: Dostępne w różnych rozmiarach mikronów (np. 15 mikronów dla przedpolerowania, 1 mikron dla finałowego lustra).
- Filcowe Bobs and Laps: "Nośniki" dla masy polerskiej.
Jak zweryfikować jakość wykończenia lustra?
Weryfikacja odbywa się poprzez połączenie wizualnej inspekcji pod światłem o wysokiej intensywności oraz pomiarów ilościowych za pomocą profilometru. Prawdziwe lustrzane wykończenie musi być wolne od "mgiełki", "wirujących śladów" i "kometowych ogonów" (małych smugów wychodzących z mikroskopijnej inkluzji).
W środowisku produkcyjnym stosujemy "próbki limitu" lub "złote próbki", aby zapewnić spójność między partiami. Jeśli część jest elementem optycznym, możemy również użyć testu refleksyjności laserowej, aby upewnić się, że rozpraszanie światła mieści się w dopuszczalnych tolerancjach specyfikacji projektowej.
Które środki polerskie najlepiej sprawdzają się w różnych metalach?
"Najlepsza" substancja zależy od twardości metalu oraz pożądanego końcowego koloru odbicia. Na przykład tlenek chromu (zielony róż) jest doskonały do produkcji stali nierdzewnej, natomiast tlenek glinu (biały róż) lepiej nadaje się do aluminium i miększych metali nieżelaznych.
Jakie są typowe błędy podczas polerowania po frezowaniu CNC?
Najczęstszym błędem jest pomijanie rozmiarów ziarnistości, aby szybciej osiągnąć wykończenie. Jeśli przejdziesz bezpośrednio z ziarnistości 400 na 1000, nie usuniesz głębokich rys po ziarnistości 400. Te rysy pozostają widoczne jako "linie widmowy" nawet po nabieraniu błyszczącego połysku.
Kolejnym częstym błędem jest zanieczyszczenie. Jeśli pojedyncze ziarenko piasku o ziarnistości 400 dostanie się na twoją ściereczkę polerską o ziarnistości 3000, zacznie działać jak nóż, tworząc głębokie nowe rysy na prawie gotowej powierzchni. Każdy ziarz jest zaniepokojony w osobnym, szczelnym pojemniku, aby zapobiec zanieczyszczeniu krzyżowemu.